PPF Paint Protection Film Thickness, Durability, and Performance: A Technical Comparison Guide
Published: June 25, 2026 · 11 min read · Category: PPF Guide
About this article: KSB Window Film manufactures PPF from 6.5mil to 10mil. This is a technical comparison guide — written for buyers who want actual data, not marketing superlatives.
PPF thickness comparison showing increasing protection performance from 6.5 mil to 10 mil
There’s a particular kind of PPF marketing that’s everywhere: every product is “the best,” “ultra-clear,” “self-healing,” and “professional grade.” After a while it all blurs together, and the genuinely significant differences between products get buried under identical-sounding claims.
This guide tries to cut through that by focusing on what actually differs between PPF specifications, what the test data shows, and what each difference means for the vehicles and customers you’re protecting.
What PPF Actually Does (and Doesn’t)
Paint protection film is a sacrificial surface. It takes the impact and abrasion that would otherwise damage the paint — stone chips, door dings, light scratches, bird droppings, road debris — and holds that damage in a replaceable layer rather than the irreplaceable substrate beneath.
The “protection” part is straightforward. The nuance is in what quality it provides across different threat categories:
Stone chips: This is where PPF delivers its clearest, most quantifiable value. A 1mm stone travelling at highway speed carries enough kinetic energy to penetrate automotive paint and primer to bare metal. Quality PPF absorbs and distributes this energy, preventing penetration. Not every impact — a rock edge at just the right angle will defeat any film — but the vast majority of everyday highway chip events.
Light scratches and abrasion: Car park encounters, carwash brushes, fine grit contact. PPF’s TPU layer resists and absorbs these. Good PPF also heals light surface scratches through the top coat. This is real but often oversold — healing is for surface scratches in the top coat, not gouges that reach the TPU base layer.
Chemical attack: Bird droppings (uric acid), tree sap, insect residue. These etching agents attack paint surfaces when left in contact over time, particularly at elevated temperatures. PPF provides a chemical barrier. The top coat quality determines how quickly a film succumbs to these agents.
What PPF can’t do: It can’t prevent heavy impact damage (if a stone is large enough and fast enough, the glass or painted panel it hits will break or dent regardless of film). It doesn’t prevent door dings from other vehicles applying lateral force. It doesn’t make paint repairable if the panel is dented.
Thickness: The Numbers and What They Mean
Automotive PPF is specified in mils (thousandths of an inch) or microns. Typical commercial range: 6.5mil (165 microns) to 10mil (254 microns).
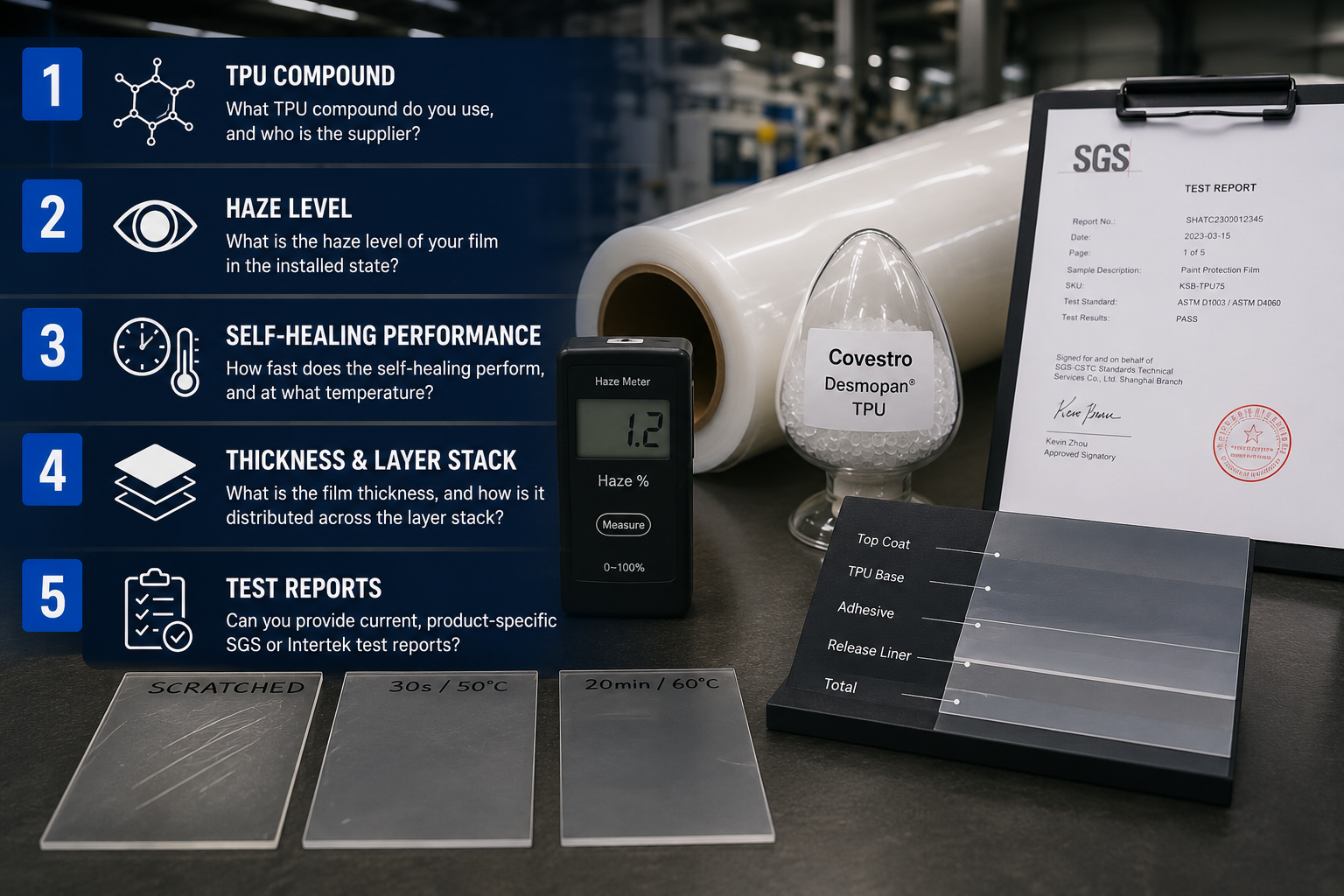
The total thickness is distributed across three functional layers. This is where marketing can mislead — a “8 mil film” might have 5.5 mil of TPU and 1.5 mil of top coat, or it might have 6.5 mil of TPU and 0.7 mil of top coat. These deliver different performance despite identical total thickness. Always ask for the layer breakdown.
Typical layer distribution:
Total thickness
TPU base
Top coat
Adhesive
6.5 mil (165μm)
4.8–5.2 mil
0.5–0.8 mil
0.6–0.8 mil
7.5 mil (190μm)
5.8–6.2 mil
0.6–0.8 mil
0.7–0.8 mil
8.5 mil (216μm)
6.6–7.0 mil
0.7–1.0 mil
0.7–0.8 mil
10 mil (254μm)
8.0–8.4 mil
0.8–1.0 mil
0.8–1.0 mil
More TPU = more energy absorption capacity. More top coat = more self-healing recovery cycles before the coating wears through.
The Physics of Impact Absorption
When a stone hits PPF, several things happen in sequence: the top coat deforms and distributes initial contact; the TPU layer below deforms viscoelastically, absorbing kinetic energy; the adhesive layer helps distribute the stress over a larger area of the paint; the paint either holds or doesn’t depending on the residual stress.
The energy absorption capacity scales roughly with TPU thickness squared — this is not linear. Going from 6.5 mil to 10 mil TPU doesn’t give you 54% more impact resistance; it gives you considerably more because the material has more deflection capacity before stress concentrates.
Controlled drop ball impact testing (50g steel ball dropped from increasing heights, measuring the height at which 50% of test panels show paint damage) gives rough comparative data:
PPF thickness
Unprotected panel
H50 improvement
None
45cm baseline
—
6.5 mil
~78cm
+73%
7.5 mil
~98cm
+118%
8.5 mil
~120cm
+167%
10 mil
~148cm
+229%
These numbers should be treated as comparative, not absolute — they depend on the specific test setup, the TPU compound’s properties, and the paint system beneath. But the direction is reliable: each tier delivers meaningfully more protection than the one below.
Durability: What Actually Degrades Over Time
The “five-year warranty” or “ten-year warranty” claims on PPF packaging describe the manufacturer’s commercial commitment, not necessarily the product’s physical lifespan. Understanding what actually degrades tells you what to evaluate in a product specification.
Yellowing
This is the most visible failure mode. PPF yellows when the TPU base compound undergoes photochemical degradation from UV exposure. The mechanism: aromatic TPU contains benzene ring structures that absorb UV and convert to yellow-coloured quinone-imine chromophores. Aliphatic TPU has no benzene rings, so the mechanism simply doesn’t exist.
Every serious PPF manufacturer uses aliphatic TPU. Every piece of PPF that yellows prematurely is either using aromatic TPU or aromatic TPU with inadequate HALS (Hindered Amine Light Stabiliser) loading.
The test to request: QUV accelerated weathering per ASTM G154, results reported as Yellowness Index (YI) at 500, 1,000, and 2,000 hours. YI below 2.0 is not perceptible to the human eye. YI above 3.0 is noticeable under office lighting. A manufacturer whose film exceeds YI 2.0 at 1,000 hours has a yellowing problem that will surface in the field within 3–5 years of installation.
KSB’s aliphatic TPU compound maintains YI below 1.5 through 3,000 hours of ASTM G154 testing. That corresponds to roughly 8–12 years of service life depending on installation geography.
Edge Lifting
Film edges lift from the substrate when: the adhesive doesn’t maintain adequate bond strength under temperature cycling; moisture infiltrates the edge and degrades adhesion; the film was installed without adequate paint decontamination; or the edge was cut on the vehicle surface rather than tucked.
Adhesive-related edge lifting is the failure mode attributable to the manufacturer. The adhesive must maintain its glass transition temperature above the maximum service temperature in the target market (85–90°C for Middle Eastern applications; 60–70°C for temperate climates). PSA that softens and flows at service temperature creates oozing at seams and eventual edge lift.
Test to request: peel adhesion retention after 72 hours at 85°C, measured per ASTM D3330. A result below 80% retention indicates heat-sensitive adhesive inadequate for warm-climate applications.
Top Coat Wear-Through
The self-healing top coat is a finite resource. Each healing cycle — whether from sun exposure or deliberate heat application — consumes a small amount of the top coat’s polymer crosslink structure. Eventually the healing response slows and stops. Typical top coat lifespan for quality film: 5–8 years of normal service.
Signs of top coat end-of-life: scratches that no longer heal despite adequate heat; developing surface haze; reduced gloss compared to installation. This doesn’t necessarily mean the film has failed (the TPU is still providing impact protection), but the surface cosmetics have degraded.
Performance: The Full Specification Matrix
Specification
What it measures
How to test
What’s acceptable
Thickness (total)
Nominal product specification
Micrometer gauge
Within ±5% of stated
TPU layer thickness
Impact absorption capacity
Micrometer after adhesive removal
As per layer breakdown
VLT (if tinted)
Visible light transmission
Spectrophotometer or tint meter
Within ±3% of stated
Haze
Optical clarity
ASTM D1003 hazemeter
< 1.0% for quality film
Yellowness Index (initial)
Base colour cast
ASTM E313
< 1.5 initial
YI at 1,000hr QUV
Long-term clarity
ASTM G154 + E313
< 2.0
Peel adhesion
Bond strength
ASTM D3330
> 15 N/25mm
Elongation at break
Flexibility
ASTM D882
> 400% at 23°C
Tensile strength
Film toughness
ASTM D882
> 40 MPa
Self-healing time (60°C)
Top coat recovery
Fingernail scratch, 60°C surface
90%+ healed in 60 sec
Self-Healing Technology: What It Actually Does
Self-healing is the most marketed and most misunderstood feature in premium PPF. Some precision:
What heals: Surface scratches in the top coat layer — depth from a few microns to the top coat thickness limit. These are fingernail scratches, fine swirl marks, light contact abrasion.
What doesn’t heal: Scratches deeper than the top coat (into the TPU layer), stone chip penetrations that displace film material, any damage that’s created a physical gap rather than a surface deformation.
How heat-activated healing works: The top coat uses shape-memory polymer (SMP) or highly elastic crosslinked urethane chemistry. When scratched, the polymer chains are displaced from their equilibrium configuration. Heat provides thermal energy for chain mobility, and the network recovers toward equilibrium — the scratch closes. Temperature requirement: typically 60°C surface temperature for efficient healing. In direct sunlight on a warm day, a bonnet surface reaches 55–70°C — adequate for passive healing.
The instant-healing distinction: Some premium products use lower-crosslink-density top coats with ambient healing capability (20–40°C). These heal faster but have lower pencil hardness — they’re more easily scratched but quicker to recover. The trade-off is real: harder coatings resist scratching but heal slower; softer coatings scratch more easily but heal at room temperature. Neither is strictly superior — they suit different customer use profiles and climates.
Matching Specification to Application
The right PPF thickness and formulation depends on the application. A few practical scenarios:
Daily driver in a temperate climate (London, Sydney, Toronto): 7.5mil, standard aliphatic TPU, standard heat-activated self-healing. Full front end coverage. This specification covers the realistic threat environment (normal highway stone chips, parking lot encounters) at a price point that makes sense for a £30,000 car.
High-mileage commuter on motorways: Consider 8.5mil on primary impact zones (bonnet, bumper, side mirrors). The incremental cost of the specification upgrade is modest; the reduction in chip events that require professional attention over 100,000km is significant.
Exotic vehicle (Ferrari, Lamborghini, McLaren): 10mil on full bonnet, front bumper, and rocker panels as minimum. The material cost differential between 7.5mil and 10mil on these panels is £100–£200 on a vehicle costing £200,000+. The choice is obvious.
Fleet vehicle: Standardise on 7.5mil across the fleet. Consistent specification simplifies procurement and warranty management. Focus coverage on statistically highest-chip-incidence areas (front bumper, bonnet leading edge).
Electric vehicle with panoramic roof: Add ceramic sunroof film to the PPF specification. EV owners with large panoramic roofs benefit from the combined A/C load reduction and paint protection investment — both extend the vehicle’s operating efficiency and condition.
FAQ
A customer’s PPF was installed 14 months ago and has started to show a slight yellow tint. Whose problem is it?
Almost certainly a material quality issue — aromatic TPU or inadequate HALS loading. Aliphatic TPU with proper HALS should not show perceptible yellowing (YI > 2.0) within five years of installation in any climate. At 14 months, yellowing indicates the base material wasn’t what was represented. This is a legitimate warranty claim against either the installer (if they sourced and warranted the product) or the manufacturer.
Is Japanese-manufactured PPF meaningfully better than Chinese-manufactured PPF?
It was, a decade ago. Japanese manufacturers (Mafra-related products, Nitto, etc.) historically had precision manufacturing advantages. That gap has closed significantly. Top-tier Chinese PPF manufacturers now run ISO 7 clean rooms, use aliphatic TPU from equivalent compound suppliers, and produce under comparable quality management systems. The relevant comparison is between specific products with verifiable test data, not between country-of-origin generalisations.
KSB Window Film provides complete layer-by-layer thickness breakdowns, ASTM D882 mechanical data, and 3,000-hour QUV yellowing data with sample orders. No specification ambiguity.