Published: June 15, 2026 · 8 min read · Category: Manufacturing
Understanding how PPF is made changes how you buy it.
Not because you need to run a factory to source product — you don’t. But because the manufacturing process explains why two rolls of film at similar price points can perform completely differently, why self-healing speed varies, why some films yellow and others don’t, and why the cheapest quote is almost never the simplest decision.
This is a working-level walkthrough of how premium TPU paint protection film goes from raw materials to the finished roll sitting in an installer’s hands.
Raw Material: It Starts With the TPU Compound
The foundation of any PPF product is the thermoplastic polyurethane (TPU) compound — the plastic material that forms the structural core of the film.
TPU isn’t a single material. It’s a family of polymers synthesized from diisocyanates and polyols, with properties that vary significantly depending on the formulation. Hardness, elongation at break, UV stability, and optical clarity all depend on the specific chemistry of the TPU compound being used.
Premium PPF manufacturers source TPU compounds from established suppliers: Covestro (Germany), Huntsman Corporation, Lubrizol, or equivalent-quality domestic alternatives. These suppliers produce TPU to consistent, documented specifications with batch-to-batch variation controls. Manufacturers using unspecified or low-grade domestic TPU have a fundamentally lower quality ceiling, regardless of what happens downstream in production.
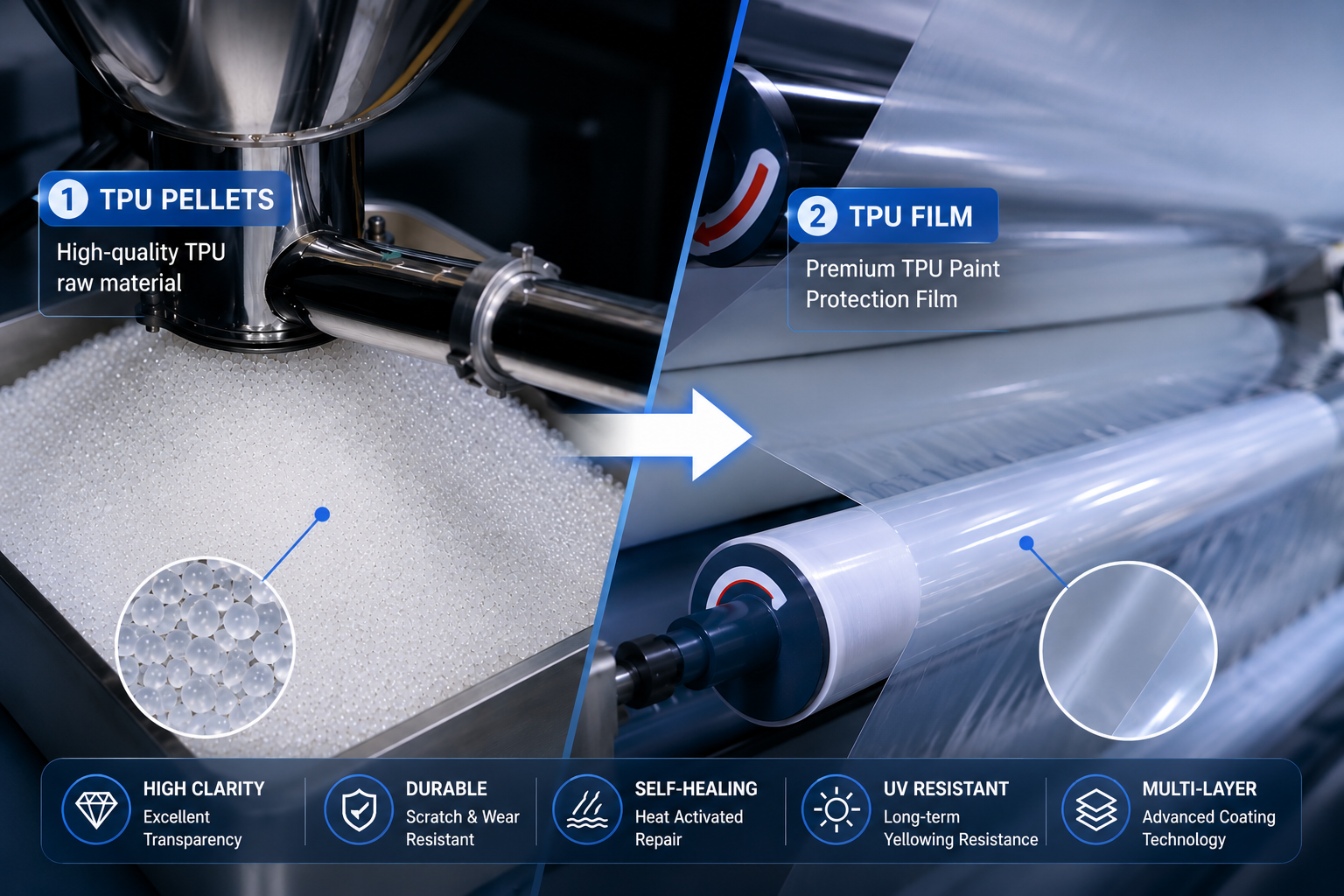
TPU arrives at the factory as resin pellets or granules. It’s stored in climate-controlled conditions — TPU is hygroscopic (absorbs moisture from the air), and residual moisture causes defects during film extrusion.
Stage 1: Film Extrusion
The first production stage converts TPU pellets into base film through a process called cast film extrusion.
TPU pellets are fed into an extruder — essentially a heated barrel with a screw mechanism that melts and homogenizes the material. The molten TPU is pushed through a flat die (a slot-shaped nozzle) onto a polished casting drum. The casting drum is temperature-controlled: the TPU contacts the cool drum surface and solidifies rapidly, forming a continuous flat film.
The casting drum speed, the die gap, and the melt temperature all affect the finished film’s thickness uniformity. Precision control here is critical — a film with thickness variation across its width will have uneven optical properties and uneven mechanical performance.
After the casting drum, the film passes through a series of nip rollers and tension control stations that ensure flat, wrinkle-free winding onto master rolls.
Finished base film thickness for PPF is typically in the 4–7 mil range (100–175 microns), depending on the target product tier. The base film at this stage is optically clear but has no functional coating, no adhesive, and no self-healing properties.
Stage 2: Top Coat Application
This is arguably the most technically important stage in PPF production — and the one where the greatest quality variation between products originates.
The top coat is applied to the exposed surface of the TPU base film using a precision coating system. The coating chemistry determines self-healing performance, scratch resistance, optical clarity, UV stability, and hydrophobic behavior. This is proprietary territory for most serious manufacturers.
The Coating System
Slot-die coating is the dominant method for high-precision top coat application. A slot die is a precision-machined coating head with a narrow exit slot that deposits a uniform liquid layer onto the moving film web. Slot-die systems can apply coatings with thickness uniformity of ±2% or better — critical for consistent self-healing performance across the entire roll.
Gravure coating is used in some applications but is less common for PPF top coats because it’s harder to achieve the precise thickness control and uniformity that premium top coat formulations require.
The coating is typically applied as a liquid solution — the top coat chemistry dissolved in a solvent carrier — and then cured after application.
Curing
After application, the wet top coat goes through a curing system. The curing mechanism depends on the chemistry:
UV curing is the most common method for modern PPF top coats. The film passes under UV lamps that trigger photoinitiators in the coating, causing rapid crosslinking of the polymer chains. UV curing is fast (seconds, not minutes), energy-efficient, and produces a consistent cure depth that can be precisely controlled.
Thermal curing (oven-based) is used for some coating chemistries that require longer crosslinking reactions at elevated temperature. Produces robust crosslinked networks but requires longer processing time and careful temperature management to avoid distorting the TPU base film.
The crosslink density achieved during curing directly affects the finished top coat’s hardness-healing tradeoff — the balance between scratch resistance and elastomeric recovery that determines real-world self-healing performance.
Stage 3: Adhesive Lamination
After the top coat is applied and cured, the film undergoes adhesive lamination — the process of bonding a pressure-sensitive adhesive (PSA) layer to the back surface (the glass-contact side after installation).
The adhesive is not simply “glue.” Premium PPF adhesives are engineered acrylic-based PSA formulations with specific properties:
- Tack and peel strength: Enough initial tack to hold during installation without immediate bonding; building to strong permanent adhesion over 24–72 hours as the adhesive flows into micro-surface features of the paint
- UV stability: The adhesive must remain clear and not yellow under UV exposure over 7–10 years
- Temperature resistance: Adhesion must remain stable from sub-zero winter conditions to 80°C+ summer panel surface temperatures
- Clean removability: At end of film life, the adhesive should release cleanly from paint without leaving residue or damaging clear coat
The adhesive is typically applied via a lamination process: the cured PSA (pre-coated onto the release liner) is laminated to the back of the film through a nip roller system under controlled pressure and temperature. The result is a three-layer sandwich: top coat / TPU base / adhesive, with a release liner protecting the adhesive surface.
Some manufacturers apply the adhesive directly via slot-die coating rather than transfer lamination. Both methods can produce quality results when executed with appropriate process control.
Stage 4: Quality Control
At various points through production — and comprehensively on finished rolls — a serious manufacturer runs QC testing.
Inline monitoring during coating: Optical sensors measuring top coat thickness uniformity, defect detection cameras scanning for surface inclusions and coating irregularities, and tension monitoring to ensure consistent winding.
Finished roll testing:
Optical properties: Haze percentage and transmittance measured with spectrophotometer. Premium PPF should achieve haze below 1% and near-total transmittance in the visible spectrum.
Mechanical properties: Tensile strength and elongation at break tested on samples from each production batch. These values confirm the TPU base properties are within specification.
Adhesion testing: Peel strength testing (typically 90° or 180° peel) on a standardized substrate confirms the adhesive layer is performing to spec.
Self-healing assessment: Scratch application followed by heat exposure — controlled healing test to confirm top coat is recovering within specification.
UV accelerated aging: Not run on every batch, but periodically to confirm that production consistency is being maintained against the reference formulation.
Batch records tying specific production parameters to specific finished roll lots are the documentation backbone of a functional quality system. If a manufacturer can’t produce batch records for rolls you’ve purchased, their QC system is incomplete regardless of what it looks like on paper.
Stage 5: Slitting, Packaging, and Labeling

Finished master rolls (typically 1.5–1.6m wide) are slit to standard PPF widths on precision slitting machines. Common finished widths are 1.52m for full-panel protection and narrower strips (0.15m, 0.3m, various) for edge protection kits.
Slitting blade quality, tension control, and edge finish quality matter more than buyers typically appreciate. Poor slitting creates ragged edges that are prone to lifting and are difficult to work with during installation — a problem that shows up in installer complaints.
After slitting, rolls are packaged (individual poly wrap, core protection, outer carton), labeled with product specifications and batch information, and prepared for shipment.
What Separates a Real Manufacturer from a Converting Operation
Both genuine manufacturers and converting operations can produce quality PPF — but they have different capabilities and limitations:
A genuine manufacturer controls the entire process from TPU extrusion through top coat coating to finished product. They can modify formulations, adjust base film thickness, optimize top coat chemistry for specific markets. They carry the most IP and offer the strongest OEM development capability.
A converting operation purchases base film (TPU or already-coated film) from upstream suppliers and applies their own top coat and/or adhesive lamination. Quality depends on the choices they make about base film sourcing and their own coating chemistry. The better converting operations are transparent about their supply chain; the less rigorous ones aren’t.
When you’re at the factory visit stage, the presence of film extrusion equipment is the clearest indicator of a genuine manufacturer. No extruder = converting operation at best, rebrander at worst.
FAQ
1. What material is used to make paint protection film?
Most premium paint protection films are made from TPU (thermoplastic polyurethane), which provides flexibility, clarity, UV resistance, and self-healing performance.
2. How does self-healing PPF work?
Self-healing PPF uses a special top coat with elastic polymer technology that allows light scratches to disappear when exposed to heat or sunlight.
3. What is the most important part of PPF manufacturing?
The top coat coating process is one of the most important stages because it affects self-healing ability, scratch resistance, clarity, and hydrophobic performance.
4. Why is TPU better than PVC for PPF production?
TPU offers better durability, flexibility, UV stability, optical clarity, and long-term performance compared with PVC-based paint protection film.
5. How can buyers identify a professional PPF manufacturer?
Professional manufacturers usually provide TPU source information, third-party testing reports, stable production capability, and complete quality control systems.
Want to verify whether a supplier is actually manufacturing the PPF they’re selling you? Contact us — we help buyers assess manufacturing claims and connect them with verified producers.
Further Reading
On this site:
- Best Paint Protection Film Manufacturer in China (2026 Guide) — Applying manufacturing knowledge to supplier selection
- PPF Factory Audit Checklist for Importers and Distributors — What to verify when visiting or auditing a PPF factory
- Self-Healing PPF Explained: How Does It Work? — The top coat chemistry covered here in its performance context
- TPU vs PVC PPF: Which Paint Protection Film Is Better? — Raw material decisions in the manufacturing context
- How Window Film Is Manufactured: From Raw Materials to Finished Rolls — Parallel manufacturing guide for window film; several production stages overlap
External:
- Covestro TPU Technical Portfolio — Reference on TPU compound properties and grades used in high-performance film applications
- Society of Plastics Engineers — Technical resources on polymer extrusion and film manufacturing
- AIMCAL (Association of International Metallizers, Coaters and Laminators) — Industry body for film coating and lamination; membership indicates genuine manufacturing capability
- ASTM International Film Testing Standards — Testing protocols for tensile strength, adhesion, optical properties, and UV stability in protective films
Get a Free Sample or Quote
Looking for a reliable window film supplier? Contact us today for fast response and professional support.