Reviewed by KSB PPF Product and Quality Control Team
Most PPF buyers never see the inside of a production facility. You evaluate samples, review data sheets, compare pricing, and make sourcing decisions based on what a manufacturer tells you about their product. That’s a reasonable position — you’re not in the business of running a film factory.
But understanding the basics of how PPF is made changes the quality of the questions you ask and the conversations you have with suppliers. It helps you recognize when a manufacturing claim is meaningful and when it’s marketing. It gives you a framework for understanding why certain quality problems happen and what a supplier should be doing to prevent them.
This article covers the PPF manufacturing process at the level that’s useful for sourcing decisions — not a production manual, but enough to evaluate a supplier’s capability with confidence.
What PPF Actually Is, Structurally
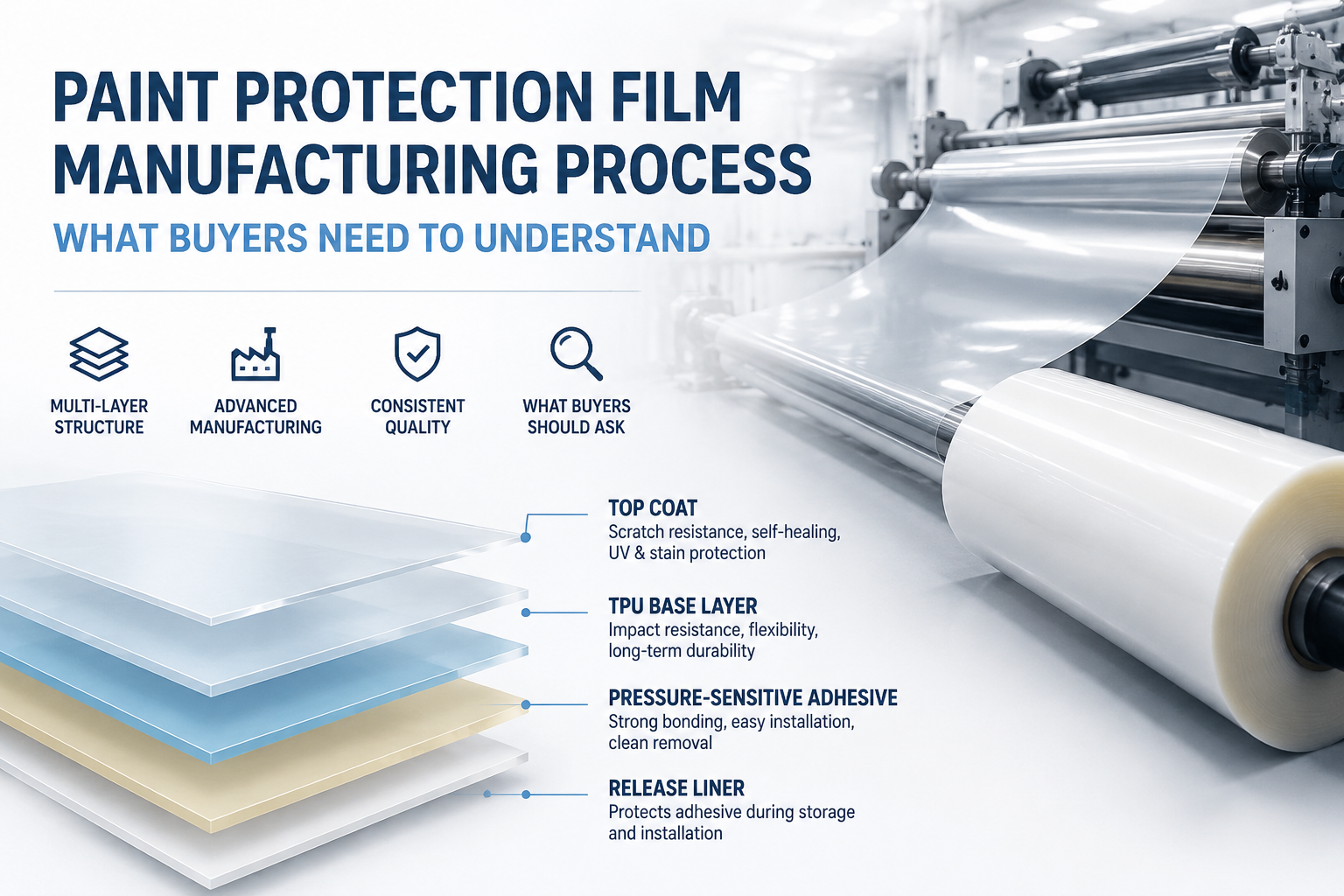
Before getting into how it’s made, it helps to understand what you’re making. A finished PPF roll is a multi-layer construction, typically consisting of:
- Release liner — the bottom layer, protecting the adhesive during storage and installation
- Pressure-sensitive adhesive (PSA) — bonds the film to the vehicle surface
- TPU base layer — the primary protective layer, providing impact resistance, flexibility, and the foundation for long-term durability
- Top coat — the outermost functional layer, providing scratch resistance, self-healing performance, stain resistance, and UV protection
Each layer is produced separately and combined during the manufacturing process. The quality of each layer, and the quality of how they’re combined, affects the finished product independently.
The Two Main Production Methods
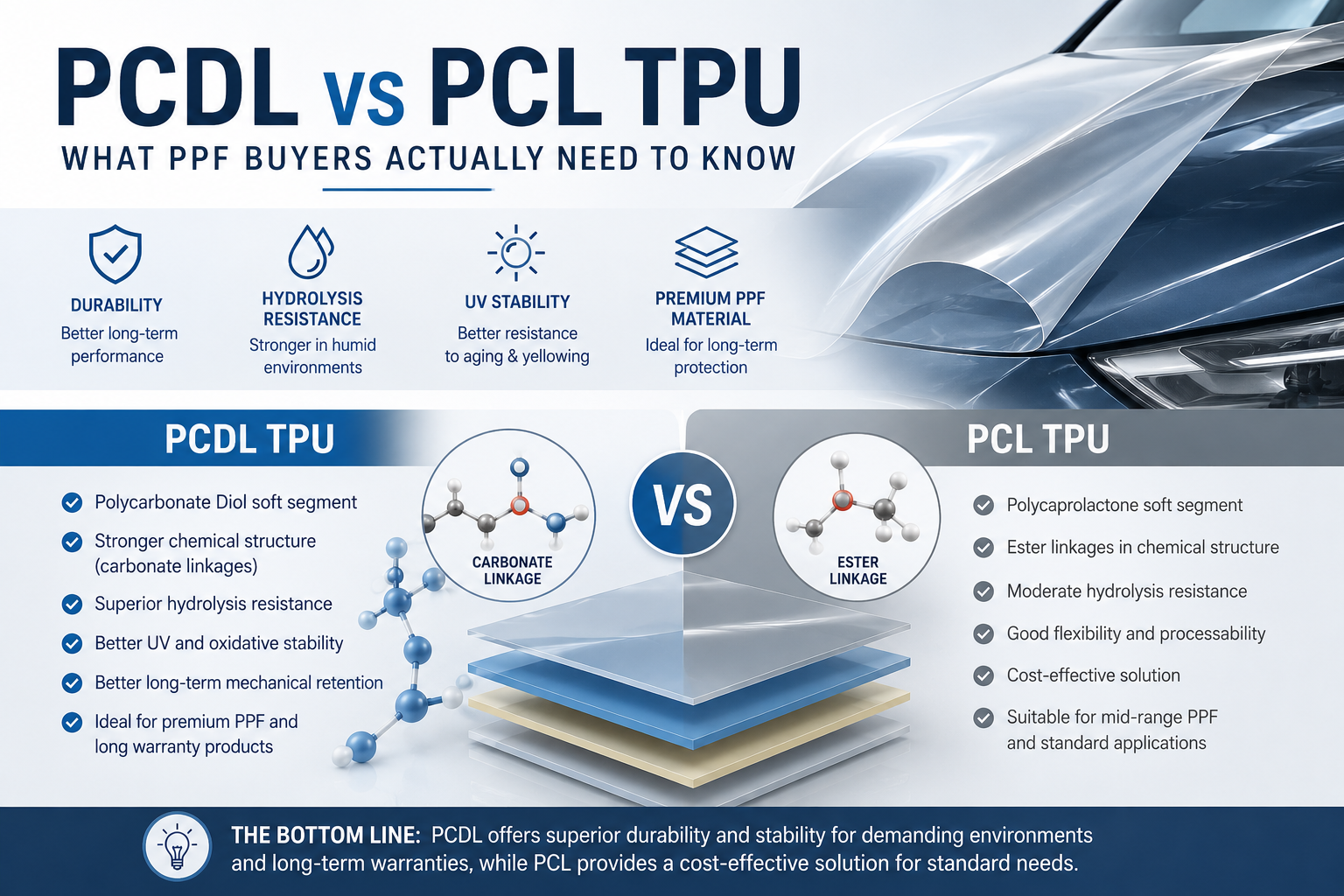
PPF is produced by one of two primary methods: solvent casting or extrusion (sometimes called hot-melt extrusion or calendering). Understanding the difference is relevant when evaluating a manufacturer.
Solvent Casting
In solvent casting, the TPU is dissolved in a solvent to create a liquid coating solution. This solution is then spread onto a release liner using a precision coating head — a process called knife-over-roll or similar — and passed through a drying oven to evaporate the solvent and form a solid film layer. The top coat is applied in a separate coating step, typically by a similar process or by gravure coating, and cured using UV or thermal energy.
Solvent casting is the dominant production method for premium PPF. Its main advantages are optical clarity and layer uniformity. Because the polymer is applied as a solution, it can be spread extremely evenly, resulting in consistent thickness and a high-clarity film surface. The process also allows fine control over layer thickness and the incorporation of additives at precise levels.
The tradeoffs are cost and complexity. Solvent casting requires controlled-environment production facilities, solvent management infrastructure, and careful process control throughout. These requirements raise manufacturing costs — and also raise the quality floor. A solvent casting facility that is producing properly is doing so with significant process discipline.
Extrusion / Hot-Melt Processing
In extrusion, the TPU is melted and pushed through a flat die to form a continuous film sheet, which is then cooled and wound. The top coat and adhesive are applied in separate lamination or coating steps.
Extrusion can produce film efficiently at scale and avoids the solvent management requirements of casting. For some applications, it’s entirely appropriate. The challenge for PPF specifically is achieving the optical clarity and surface uniformity that installation on vehicles requires. Extruded films can be more prone to surface imperfections, thickness variation, and optical haze — though advances in equipment and formulation have narrowed this gap in recent years.
When evaluating a manufacturer, ask which process they use and why. A manufacturer should be able to explain their process choice in terms of the performance requirements it addresses. “We use solvent casting for the optical clarity it provides” is a more informative answer than “we use the best equipment.”
The Top Coat Application and Curing Process
The top coat is not simply sprayed on and left to dry. In quality PPF production, it’s applied as a precision coating and cured under controlled conditions — typically UV curing, thermal curing, or a combination.
The curing process affects the top coat’s crosslink density, which in turn affects hardness, self-healing response, and chemical resistance. Undercured top coats are too soft and offer inadequate scratch resistance. Overcured top coats lose flexibility and can crack under film elongation during installation.
Self-healing top coats rely on dynamic polymer networks — crosslinks that can reversibly break and reform under heat. The formulation and curing parameters that enable this are specific and require consistency to replicate. Variations in coating thickness, curing energy, or coating environment can produce top coats that don’t perform as specified.
For buyers, the relevant question is: how does the manufacturer control and verify top coat curing consistency? Inline UV energy measurement, periodic scratch and self-healing testing on production samples, and defined process parameters are signs of a manufacturer who takes this seriously.
Adhesive Application and Liner Lamination
The pressure-sensitive adhesive is typically applied to the release liner first, then the liner-adhesive assembly is laminated to the TPU film. This lamination step — combining the adhesive-coated liner with the TPU base — requires controlled pressure and temperature to achieve consistent bond without trapping air or causing surface deformation.
Adhesive coat weight (how much adhesive is applied per unit area) affects peel strength, repositionability during installation, and long-term removability. Too little adhesive causes edge lifting; too much can cause residue on removal and installation difficulty. Coat weight needs to be controlled within specification and verified consistently.
The release liner itself needs to have consistent release force — the effort required to peel it from the adhesive. Inconsistent release force causes installation problems: a liner that’s too easy to remove separates prematurely during handling; one that’s too difficult slows the installation process and risks stretching or distorting the film.
Thickness Control and Its Consequences
Thickness specification in PPF is typically stated in mils (thousandths of an inch) or microns. Common specifications are 6 mil (approximately 150 microns), 7.5 mil (approximately 190 microns), and 8 mil (approximately 200 microns).
Maintaining consistent thickness across the width of a roll and along its length is one of the more demanding aspects of PPF production. Variation in thickness causes uneven stretch behavior during installation — thinner areas elongate more under the same applied force, which can cause the film to distort on complex curves. In cold conditions, thin spots are more vulnerable to cracking.
Thickness is typically measured by inline sensors during production, with defined acceptable tolerance ranges. A manufacturer with serious process control will have documented tolerance specifications (e.g. ±0.3 mil) and records showing how their production meets them. If a manufacturer can’t tell you their thickness tolerance or how they measure it, that’s a gap.
When you receive samples, measuring thickness at multiple points across the sample — center, edges, intermediate positions — gives you a direct indication of production consistency. This requires only a digital micrometer, which is inexpensive and worth having if you’re evaluating multiple suppliers.
Optical Clarity: Why It’s Harder Than It Looks
PPF is installed on vehicles precisely because it’s supposed to be invisible. Achieving consistent optical clarity — no haze, no surface defects, no visible inclusions — across commercial production volumes is genuinely difficult.
The main sources of optical defects in PPF are:
Contamination. Dust or particulates in the production environment settle on the wet coating before it cures, creating visible inclusions. Quality PPF production requires cleanroom-level or controlled-environment manufacturing. Ask about the cleanliness standard of the production area.
Formulation inconsistency. Variations in raw material quality or mixing consistency can create localized haze or cloudiness. This is controlled through incoming material inspection and process discipline.
Surface defects. Coating lines, streaks, or orange-peel texture from the coating process affect both optical clarity and the surface finish of the installed film. These are controlled through coating head maintenance, process parameter consistency, and inline visual inspection.
Liner surface quality. Because the adhesive side of the film takes on the texture of the release liner surface during production, liner quality affects the final adhesive surface — which in turn affects how cleanly the film bonds to the vehicle.
For buyers, optical clarity is one of the easiest quality indicators to evaluate with samples. Hold the film over a neutral surface in good light. Any visible haze, cloudiness, or surface irregularity at the sample stage will be present in bulk production — and potentially more variable across rolls.
How Manufacturing Process Affects the Questions You Should Ask
Understanding the production process changes what you ask suppliers and how you evaluate their answers.
On production environment: “What cleanliness standard does your coating line operate at, and how do you control particulate contamination?” A supplier with a serious optical clarity standard can answer this specifically.
On thickness control: “What is your thickness tolerance specification, and what inline measurement do you use?” If they can’t give you a number and a method, their thickness consistency is probably not well-controlled.
On top coat consistency: “How do you verify top coat cure consistency across production runs? Do you conduct periodic self-healing and scratch resistance testing on production samples?” This distinguishes manufacturers who formulate well from those who also execute consistently.
On adhesive coat weight: “What is your adhesive coat weight specification and how do you monitor it?” Consistent adhesive performance requires controlled application — not just a good adhesive formula.
On lot traceability: “If I have a quality issue in field after 18 months, can you trace the specific rolls back to their production batch and raw material inputs?” This is a risk management question. A manufacturer with traceability can determine whether a problem is isolated or systemic; one without it cannot.
On process type: “Is your film produced by solvent casting or extrusion, and what does that mean for the optical clarity and thickness consistency you can achieve?” The answer and the reasoning behind it tell you more than the claim alone.
What Separates a Manufacturing Claim From a Manufacturing Capability
PPF suppliers routinely claim “advanced manufacturing,” “precision coating,” and “strict quality control.” These phrases appear in nearly every supplier presentation and mean very little without specifics.
The specifics that matter are:
- Defined process parameters with documented acceptable ranges
- Inline measurement of critical dimensions (thickness, coat weight)
- Periodic testing of functional properties (self-healing, peel adhesion, optical clarity) on production samples
- Lot traceability from finished product to raw material batches
- Environmental controls appropriate to optical film production
- Rejection criteria — what triggers a roll to be rejected, and what happens to it
A manufacturer who can describe their quality control in these specific terms is operating differently from one who can only offer general assurances. When you visit a facility or review quality documentation, these are the areas to probe.
Visiting a Manufacturing Facility
If your volume and relationship justify it, a facility visit is the most efficient way to evaluate manufacturing capability. You can observe the production environment, see the equipment, meet the technical team, and ask questions in context.
Things to look for during a facility visit:
- Production environment: Is the coating area clean and controlled? Is there visible dust management? Are operators following contamination control procedures?
- Equipment condition: Is the coating line well-maintained? Are measurement instruments calibrated and in use?
- Process documentation: Are process parameters documented and visible? Are operators working from defined procedures?
- Quality control area: Is there a dedicated QC function? What equipment do they have, and how is testing integrated into production rather than being occasional?
- Raw material storage: Are materials stored appropriately? Is there incoming inspection documentation?
- Finished goods: How are finished rolls stored and protected before shipment?
A manufacturer who welcomes a facility visit and can answer specific questions during it is demonstrating confidence in their operation. Reluctance to allow visits, or visits that are carefully stage-managed to avoid the production area, are informative in a different way.
Frequently Asked Questions
Does the production method (casting vs. extrusion) determine film quality? Method alone doesn’t determine quality, but it affects what’s achievable. Solvent casting generally produces better optical clarity and more uniform thickness for thin films, which is why it dominates premium PPF production. Extrusion can produce good film but requires more effort to achieve equivalent optical quality. A well-run extrusion facility can outperform a poorly controlled casting operation.
How do I know if a supplier actually manufactures their own film? Ask directly, and ask to visit. A manufacturer who controls their own production can show you the facility, explain their process parameters, and provide lot traceability. A trading company reselling someone else’s film typically cannot do these things reliably.
What causes self-healing performance to vary between rolls from the same supplier? Top coat curing consistency is the most common cause. Variations in UV cure energy, coating thickness, or production environment can produce top coats with different crosslink densities — which translates to different self-healing response. Consistent self-healing performance requires consistent top coat processing, not just a good formulation.
Is it worth visiting a manufacturing facility before committing to an OEM relationship? For significant volume commitments or long-term brand relationships, yes. A facility visit gives you direct evidence of manufacturing capability that no sample or data sheet can fully convey. It also establishes the relationship at a different level — suppliers who know you’ve seen their operation tend to manage your account more carefully.
What should I do if a supplier can’t provide lot traceability? For small initial orders, this may be acceptable with clear expectation-setting. For an ongoing OEM supply relationship with your brand attached to the product, lot traceability is a reasonable requirement. Without it, you cannot determine the scope of a quality problem if one emerges in the field.
Sourcing PPF From a Manufacturer You Can Evaluate With Confidence?
If you’re building a PPF brand or expanding your product line, understanding the manufacturing process helps you ask better questions and make better sourcing decisions. We’re happy to walk through our production process, share quality documentation, and provide samples for evaluation.
Tell us your target market, thickness and finish requirements, warranty period, and estimated volume. We’ll recommend a suitable film construction and provide full technical support.
Request PPF Samples | Get an OEM Quotation | Talk to a PPF Specialist
Reviewed by KSB PPF Product and Quality Control Team.
This article reflects general industry knowledge and KSB’s manufacturing experience. Specific processes and capabilities vary by manufacturer and should be verified directly.
Get a Free Sample or Quote
Looking for a reliable window film supplier? Contact us today for fast response and professional support.