Published: July 15, 2026 · 8 min read · Category: Manufacturing

Understanding how nano ceramic window film is made changes how you evaluate it. The manufacturing process explains why genuine ceramic film costs what it does, why performance varies so significantly between products that carry the same label, and why asking a supplier about their production method is one of the most useful things you can do before placing an order.
This is the full production walkthrough — from raw materials through to finished roll.
Stage 1: The PET Base Film
Every window film starts with PET (polyethylene terephthalate) — a thin, optically clear plastic film that provides the structural foundation.
For nano ceramic film, PET quality matters more than for lower-tier products, because the optical clarity of the finished film depends heavily on the base. Haze, surface defects, or dimensional instability in the PET base are amplified through the subsequent coating stages.
Premium manufacturers source PET from established suppliers — Toray, SKC, Mitsubishi Chemical — with specified optical grades. The base film thickness for most automotive nano ceramic products is 50–75 microns. Architectural products often use dual-layer constructions with laminated PET layers for improved dimensional stability and safety performance.
The PET arrives in large master rolls and is stored in climate-controlled conditions. PET is hygroscopic — moisture absorbed from air during storage causes defects during coating if not managed. Raw material storage and conditioning is part of a functioning quality system, not just a logistical detail.
Stage 2: ITO Coating (For Sputtered Ceramic Products)
Many nano ceramic window film products incorporate an ITO (Indium Tin Oxide) transparent conductive layer — the same technology used in touchscreens and LCD displays. ITO is applied to the PET surface by magnetron sputtering: a physical vapor deposition process where ITO target material is bombarded by high-energy ions in a vacuum chamber, ejecting atoms that deposit on the film surface.
For ceramic window film, the ITO layer serves two purposes: it can act as a base layer for subsequent ceramic sputtering, and in some architectures, it contributes to IR reflection.
ITO coating uniformity is critical. Non-uniform ITO creates uneven optical properties — variations in transmittance and reflectance visible as subtle haze or tint differences across the film width. This is why the sputtering chamber’s process control — vacuum uniformity, target condition, substrate speed — is a quality differentiator that separates consistent manufacturers from inconsistent ones.
Stage 3: Ceramic Layer Application
This is the core functional stage — where the heat-rejecting ceramic material is applied. Two main methods exist:
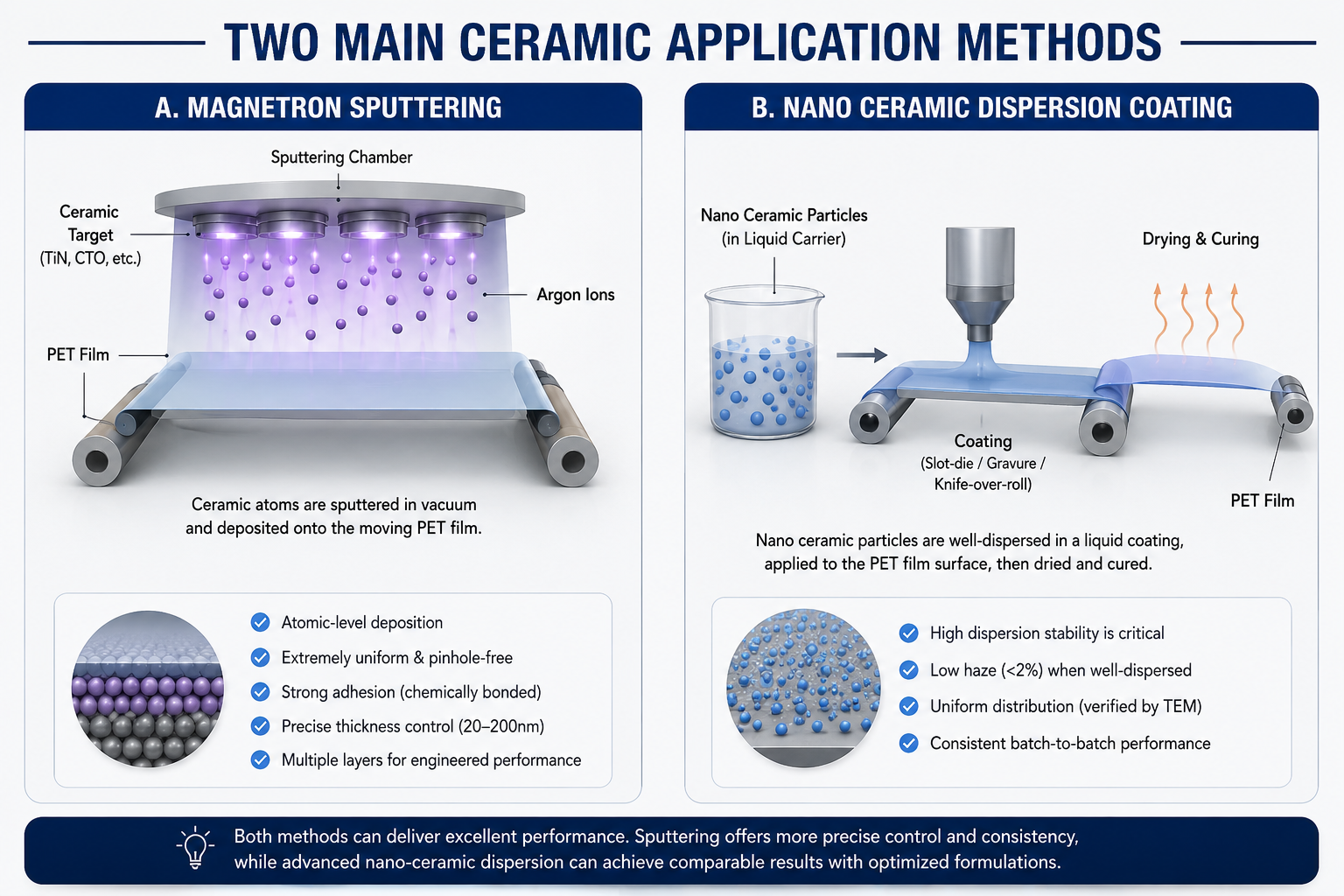
Method A: Magnetron Sputtering of Ceramic Targets
The PET film (with or without ITO underlayer) passes through a sputtering chamber where ceramic target material — titanium nitride (TiN), cesium tungsten oxide (CTO), silicon nitride, or similar compounds — is sputtered onto the film surface.
The physics: high-energy argon ions bombard the ceramic target material in a vacuum environment, ejecting ceramic atoms that travel through the vacuum and deposit on the moving film substrate. The ceramic coating builds up atom by atom, creating an extremely uniform, chemically bonded layer typically 20–200nm thick.
Why sputtered ceramic performs well:
- Atomic-level deposition creates uniform, pinhole-free coatings
- The ceramic layer is chemically bonded to the substrate, not just sitting on the surface
- Layer thickness can be controlled with nanometer precision
- Multiple ceramic materials can be applied in sequential layers to engineer specific spectral response profiles
This is the capital-intensive production route — sputtering chambers for ceramic targets cost millions of dollars and require skilled operation and maintenance. A factory claiming ceramic sputtering capability that can’t show you the equipment should be treated with skepticism.
Method B: Nano Ceramic Dispersion Coating
An alternative approach disperses nano-scale ceramic particles into a liquid carrier — a resin or coating solution — and applies it to the PET film surface using wet coating methods: slot-die coating, gravure coating, or knife-over-roll systems.
The technical challenge is dispersion stability. Nanoparticles have high surface area and strong tendency to agglomerate — cluster into larger particles that scatter visible light and create haze. Manufacturers using this approach invest heavily in dispersion chemistry: surfactants, stabilizers, and controlled mixing processes that maintain individual particle separation.
Quality indicators for wet-process ceramic:
- Haze in the transparent state below 2% (poor dispersion shows as elevated haze)
- Uniform particle distribution confirmed by transmission electron microscopy (TEM) — ask for this if you’re evaluating at a technical level
- Consistent batch-to-batch performance, indicating dispersion chemistry is under control
Practical distinction: Sputtered ceramic generally achieves more consistent, precisely controlled coatings. Wet-process ceramic can achieve equivalent performance when the dispersion chemistry is sophisticated, but the manufacturing quality ceiling is harder to maintain. Both methods produce products in the commercial market; sputtering is the more technically demanding and typically indicates a more sophisticated manufacturing operation.
Stage 4: Multi-Layer Lamination
Finished nano ceramic film isn’t just the ceramic layer — it’s a laminated stack. After the ceramic coating is applied and cured, the film goes through lamination stages:
Hard coat application: A UV-cured polyurethane or acrylic hard coat is applied to the exterior surface — the side that faces the vehicle interior or room after installation. This provides scratch resistance (typically 3H–4H pencil hardness for quality products) and protects the ceramic layer from abrasion and cleaning damage.
Adhesive lamination: The glass-contact side receives a pressure-sensitive adhesive (PSA) layer. Premium adhesive is applied via transfer lamination — the cured PSA on a carrier film is laminated to the back of the ceramic film through a nip roller system. The adhesive formulation determines installation behavior, long-term bond stability, temperature resistance, and clean removability.
Release liner: A silicone-coated protective liner covers the adhesive until installation.
Stage 5: Quality Control
At multiple points through production — and comprehensively on finished rolls — a serious manufacturer runs QC testing.
Critical measurements:
- Haze: Measured with a haze meter. Premium ceramic should achieve below 2% haze in the transparent state.
- VLT (Visible Light Transmittance): Verified against spec for each production batch.
- IR and TSER: Measured using a solar spectrum analyzer — full-spectrum testing to confirm the ceramic layer is performing as designed.
- Adhesion: Peel strength testing on a standardized substrate.
- Scratch resistance: Pencil hardness or Taber abrasion testing on the hard coat.
Batch records linking specific production parameters to finished roll performance are the documentation that supports a functional quality system. See Window Film Quality Control Process for what a complete QC system looks like.
Stage 6: Slitting, Winding, and Packaging
After QC, master rolls are slit to finished widths on precision slitting machines. Standard widths: 1.52m for most automotive and architectural applications.
Slitting quality affects edge quality — clean, straight edges with no ragged cuts or burrs. Poor slitting creates installation difficulties and is a common quality indicator that buyers can assess simply by examining roll edges before installation.
Finished rolls are wound onto cores, packaged, labeled with batch information and product specs, and prepared for shipment.
Why This Process Justifies the Price
The manufacturing steps above are genuinely more expensive than dyed or basic carbon film production:
- Ceramic target materials (TiN, CTO) cost more than metal or dye alternatives
- Sputtering chambers require significant capital investment and maintenance
- Tighter process control standards mean higher equipment downtime costs during changeovers
- More rigorous QC at more stages adds overhead
A meaningful price premium for genuine nano ceramic over carbon or dyed film reflects real manufacturing cost differences, not just brand positioning. Budget products priced at carbon film levels but labeled as ceramic are almost certainly not going through the production process described above.
FAQ
How can I tell if a film was made by sputtering or wet coating?
You generally can’t from the finished product without lab analysis. The practical approach is to ask the supplier directly — and ask to see the production equipment during a factory visit. A sputtering chamber is unmistakable and can’t be faked on a factory tour. If a factory claiming sputtering capability can’t show you the equipment, they don’t have it.
Does it matter which ceramic material (TiN vs. CTO) is used?
For performance, yes. Titanium nitride and cesium tungsten oxide have different spectral absorption profiles. CTO has particularly strong near-IR selective absorption, which makes it highly effective at blocking heat while maintaining visible light transmission. TiN has broader absorption. The “best” choice depends on the target performance profile. Ask specifically which material is used — manufacturers who know their own product can answer this.
Can I verify the ceramic layer quality from a sample?
Partially. A haze meter test on the sample will tell you about dispersion quality (high haze = poor ceramic distribution). A spectrophotometer or IR analyzer will show you the actual IR rejection across wavelengths. A tint meter gives you VLT. These tests together tell you whether the sample performs as claimed, even without knowing the production method.
Why do some cheap “nano ceramic” films perform poorly?
Usually because the ceramic content is minimal — enough to justify the label, not enough to deliver performance. Some budget products use a trace ceramic additive in a primarily dyed or carbon film. The product isn’t fraudulent, but the “nano ceramic” label is doing marketing work that the chemistry isn’t backing up.
How does manufacturing quality affect long-term performance?
Ceramic layers applied by sputtering (chemically bonded, atomic-level uniformity) tend to maintain their performance characteristics better over years than wet-coated ceramics with less precise deposition. UV stability, temperature cycling resistance, and adhesion longevity all trace back to the manufacturing process quality. This is why warranty terms from serious manufacturers are a meaningful signal — they’re backing their process with real financial exposure.
Further Reading
On this site:
- How Nano Ceramic Window Film Is Made — Technology-focused production overview
- How Window Film Is Manufactured: From Raw Materials to Finished Rolls — Full manufacturing context
- Window Film Quality Control Process — QC systems behind consistent production
- Inside a Modern Window Film Factory — What to look for on a factory visit
External:
- Society of Vacuum Coaters (SVC) — Technical reference on sputtering and PVD coating technology
- AIMCAL — Association of International Metallizers, Coaters and Laminators — Industry body for film coating operations
- American Chemical Society — Nanoparticle Dispersion Research — Academic reference on nanoparticle dispersion chemistry
Get a Free Sample or Quote
Looking for a reliable window film supplier? Contact us today for fast response and professional support.