The Science of Adhesion: How Ashland Glue Prevents PPF Edging Issues
Published: July 18, 2026 · 8 min read · Category: PPF Technology
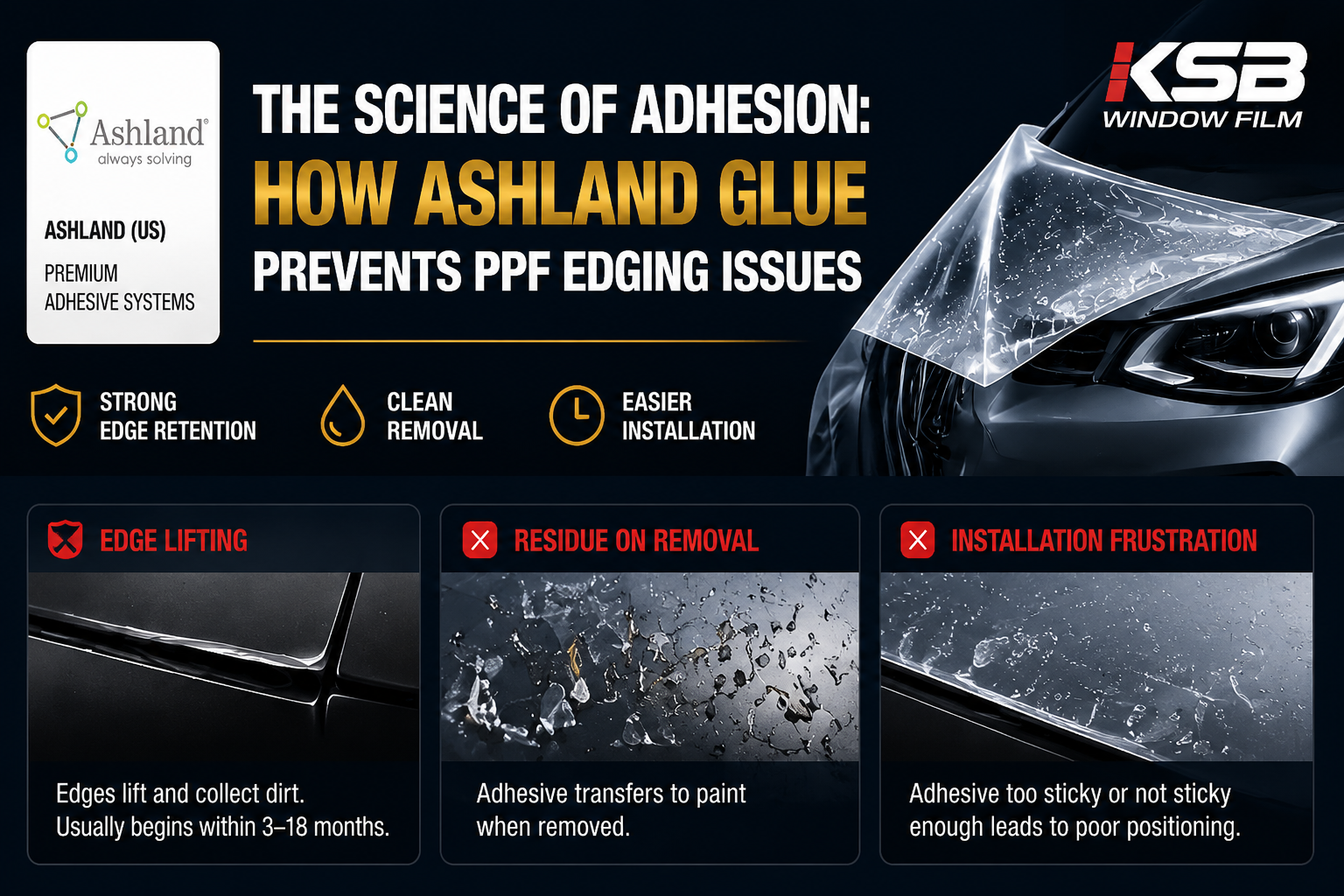
About this article: KSB Window Film uses Ashland (US) pressure-sensitive adhesive systems in our PPF range. Adhesive quality is the most installer-facing aspect of PPF performance — this guide explains why glue selection determines the installation experience and long-term edge retention.
Ashland PSA adhesive provides strong bond, stable installation window, and superior edge retention for long-lasting PPF performance.
Ask an experienced PPF installer what separates good film from bad film, and they often don’t mention optical clarity or self-healing first. They talk about the glue. Adhesive quality determines whether installation is manageable or frustrating, whether edges lift six months later or stay clean for five years, and whether removal at end of service life is clean or leaves stubborn residue on the paint.
The adhesive is where PPF succeeds or fails in daily professional use — and it’s the component most commonly compromised in budget film production.
What Happens When Adhesive Is Wrong
The three most common PPF adhesive failures:
Edge lifting: Film edges separate from the paint surface, creating visible lifted edges that collect dirt, allow moisture penetration, and progressively detach further. Usually begins within 3–18 months. Primary causes: insufficient final bond strength, inadequate adhesive coverage at edges, adhesive not formulated for the paint surface chemistry.
Residue on paint removal: When PPF is removed — for correction, replacement, or vehicle sale — the adhesive transfers to the paint surface rather than remaining cleanly on the film. This requires aggressive residue removal that risks damaging the paint. Primary cause: adhesive that has polymerised or crosslinked excessively over time, breaking the cohesive structure and leaving adhesive on the substrate.
Installation frustration (too sticky or not sticky enough): Adhesive with excessive initial tack bonds immediately on contact, preventing the repositioning that professional installation of complex panel shapes requires. Adhesive with insufficient initial tack doesn’t hold position during application, causing the film to slide. Both create installation errors.
Ashland Inc. (headquartered in Ohio, US) is one of the world’s largest specialty chemicals companies with a significant PSA (pressure-sensitive adhesive) division. Their adhesive systems are used in premium automotive, electronics, and medical applications where performance is non-negotiable.
KSB specifies Ashland PSA for our PPF range based on three performance dimensions that we’ve evaluated against alternatives:
Ashland’s PPF-specific PSA formulation provides a defined “working window” — the period after the film is placed on the paint during which repositioning is possible before full bond engagement.
How it works: The PSA is formulated to provide initial tack sufficient to hold the film in position once placed (it doesn’t slide uncontrolled) while remaining removable and repositionable for 60–120 seconds after initial contact (with the application lubricant solution). After the solution evaporates, the adhesive progressively engages with the paint surface.
Why this matters: Complex automotive panels — bumpers, bonnets with compound curves, A-pillars — require multiple positioning attempts to achieve clean film alignment. A 90-second working window is standard professional practice; less than 60 seconds creates installation errors on difficult panels.
Dimension 2: Final Bond Strength
After cure (48–72 hours), Ashland PSA achieves peel adhesion of 18–24 N/25mm (measured per ASTM D3330 at 180° peel on automotive clear coat). This is in the range that provides:
Edge retention through temperature cycling (the glass transition temperature is designed above 85°C, preventing edge lift in hot climates)
Resistance to mechanical uplift forces (door edge buffeting, pressure washing)
Long-term retention through the 5–7 year service life target
Comparative note: Budget PSA systems typically achieve 8–12 N/25mm final peel adhesion. This is visually adequate initially but insufficient to resist edge lifting after the first full annual temperature cycle.
When properly specified, Ashland PSA fails cohesively during removal — meaning the adhesive layer stays intact on the film rather than transferring to the paint. This is engineered into the adhesive’s molecular weight distribution and crosslink density.
Testing protocol: KSB tests clean removability on aged samples:
Film applied to test panels with clear coat equivalent to premium automotive finishes
Panels aged for 12 months at 70°C and UV exposure per ASTM G154
Film removed using heat gun (60°C glass surface) at defined peel rate
Inspection for adhesive residue using magnification and UV lamp
Result with Ashland PSA after 12-month aging simulation: less than 2% of film area showed trace adhesive residue, all removable with IPA (isopropyl alcohol) wipe.
The Temperature Stability Requirement
Automotive surfaces in direct sun reach 70–85°C. In the Middle East and similar climates, 90°C+ panel temperatures are documented. PSA must remain bonded and non-oozing at these temperatures.
Glass transition temperature (Tg): Ashland’s PPF PSA formulation is specified at Tg above 90°C — meaning it remains in the elastic regime (not soft/flowable) at typical automotive temperature extremes. Budget PSA with Tg of 50–65°C softens significantly on hot-climate vehicles, allowing edge lift and oozing at seams.
The Oceanic/High-Humidity Requirement
Moisture penetration at film edges is the primary mechanism for edge adhesion degradation in humid climates. High-quality PSA systems must maintain adhesion to painted surfaces even when edge moisture is present.
Ashland PSA for PPF applications is formulated with moisture-resistant polymer chemistry. 1,000-hour salt spray testing (ASTM B117) confirms maintained adhesion at treated film edges, with no blistering or peeling.
What to Ask Your PPF Supplier About Adhesive
“What PSA supplier do you use, and what grade?” A manufacturer who can name their PSA supplier and grade (as KSB can specify Ashland) has documented their adhesive specification. One who can’t is either not controlling their inputs or using a non-disclosed commodity adhesive.
“What is the peel adhesion of your adhesive, and at what test standard?” ASTM D3330 is the standard. Results below 15 N/25mm on automotive clear coat should be questioned for long-term edge retention.
“Can you provide clean removability data on aged samples?” This test requires work to conduct. Manufacturers who’ve done it demonstrate commitment to long-term performance rather than only initial installation experience.
FAQ
Can I tell adhesive quality from an installation?
During installation: high-quality adhesive has a smooth, controlled initial tack with consistent working window behaviour. Budget adhesive often either grabs too aggressively (limiting repositioning) or is too slippery (sliding out of position). After a few installations, experienced installers develop a clear feel for adhesive quality.
Does the primer affect adhesive performance?
Yes. Primer (surface primer applied to edges before tuck) is a supplement to, not a substitute for, quality adhesive. Quality adhesive on properly prepped paint doesn’t require primer in most applications. Budget adhesive may need primer to achieve adequate edge retention — but primer doesn’t compensate for inadequate adhesive at centre-panel areas.
KSB’s Ashland-specified PPF adhesive provides documented peel adhesion, working window performance, and clean removability data — available with sample roll requests.