Window Film Durability and Longevity: What Actually Determines Lifespan
Published: July 1, 2026 · 10 min read · Category: Window Film Guide
About this article: KSB Window Film manufactures automotive and architectural film for markets ranging from northern Canada to the UAE. Service life varies enormously depending on factors that manufacturers rarely explain clearly. This guide covers the real failure mechanisms — not the optimistic scenarios marketing departments prefer.
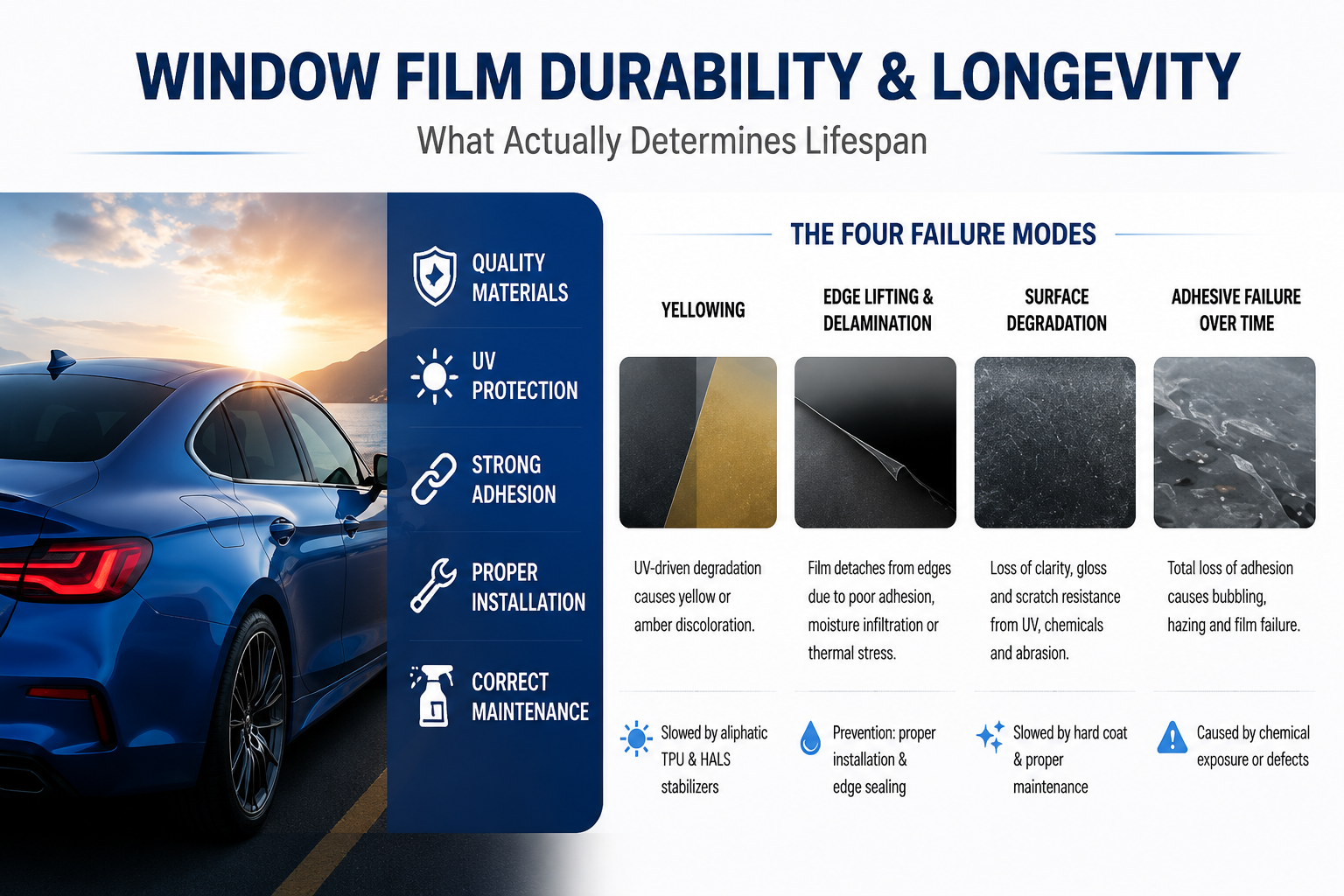
Infographic explaining the real-world durability of window film, highlighting how quality materials, UV exposure, installation quality, and maintenance affect service life, along with four major failure modes including yellowing, delamination, surface wear, and adhesive breakdown.
Ask a window film manufacturer how long their film lasts and you’ll usually hear a warranty period presented as a service life: “our film comes with a lifetime warranty.” That’s not a lie, exactly, but it’s not an answer to the actual question either. Warranties describe the manufacturer’s commercial commitment under specific conditions; they don’t describe how long the film will look good in the real world, under your customers’ actual conditions.
The genuine answer to lifespan is: “it depends on things you can control and things you can’t, and the honest range is 4 years to 15 years.”
Understanding what it depends on is where the useful information lives.
The Four Failure Modes
Film degrades through four distinct mechanisms. They don’t all operate at the same rate, and they’re sensitive to different variables. Most real-world failure involves two or three of these acting simultaneously.
Yellowing
The most visible failure. Film takes on a yellow or amber cast that’s conspicuous against the surrounding glass — particularly on lighter-coloured vehicle or architectural glass.
What causes it: UV-driven photodegradation of the film’s base polymer. For aromatic TPU (polyurethane with benzene ring chemistry), UV absorption triggers a structural rearrangement that produces yellow chromophores. For organic dyes in dyed film, the dye molecules break down under UV exposure, often shifting toward yellow or purple as specific absorption wavelengths are lost.
What doesn’t cause it: Cleaning with the wrong products, exposure to rain, normal temperature variation. Yellowing is a UV phenomenon; its rate is directly proportional to UV dose.
What slows it: Aliphatic TPU chemistry (no benzene rings, no yellowing mechanism) for polyurethane base films. HALS (Hindered Amine Light Stabilisers) for any film type — these are radical scavengers that interrupt the photodegradation chain reaction. Proper HALS loading in aliphatic TPU film essentially eliminates yellowing as a practical failure mode for 8–12 year service lives.
The market situation: Budget film still uses aromatic TPU or poorly-stabilised dyes. You won’t usually know this from the product data sheet unless you request QUV accelerated weathering test results. A 1,000-hour ASTM G154 test showing Yellowness Index below 2.0 rules out early yellowing; one showing YI above 4.0 at 1,000 hours predicts visible yellowing within 3–5 years of installation.
Edge Lifting and Delamination
Film detaches from the glass at the edges or across larger areas. In early stages it’s barely visible; in advanced stages the film peels back visibly and collects dirt at the lifted edge.
This failure mode gets blamed on installers more than it should be. Yes, improper installation — insufficient surface preparation, application to dirty or contaminated glass, installation below minimum temperature — creates conditions for early failure. But edge lifting in film that was correctly installed usually indicates an adhesive problem.
Adhesive-related causes:Insufficient peel adhesion: Budget adhesive systems achieve 8–12 N/25mm peel adhesion on automotive clear coat. Quality PSA systems achieve 15–24 N/25mm. The lower-adhesion product looks identical initially; under thermal cycling over 18 months, the bond degrades to below the threshold needed to resist normal mechanical uplift.
Thermal softening: Adhesive whose glass transition temperature is too low for the installation climate softens during hot weather, allowing the film to creep. In the Middle East, this produces edge oozing and eventual lifting; in other markets it’s less dramatic but still accelerates failure.
Moisture infiltration: Moisture penetrating at the film edge competes with the adhesive for the glass surface and gradually displaces the adhesive bond. This is why edge sealing (silicone edge seal in high-humidity environments) extends service life. The hydrophobicity of the film’s surface coating also matters — a film that sheds water rather than allowing it to run to the edge reduces moisture infiltration.
Installation-related causes: Adhesive can only bond to a clean surface. Glass contamination from silicone (from car washes), wax, grease, or brake dust creates zones where the film never properly adheres. These become sites of early failure that look like edge lifting but actually started in the middle of the panel. Proper film installation begins with a thorough glass decontamination — not just cleaning, but decontamination with a dedicated pre-treatment.
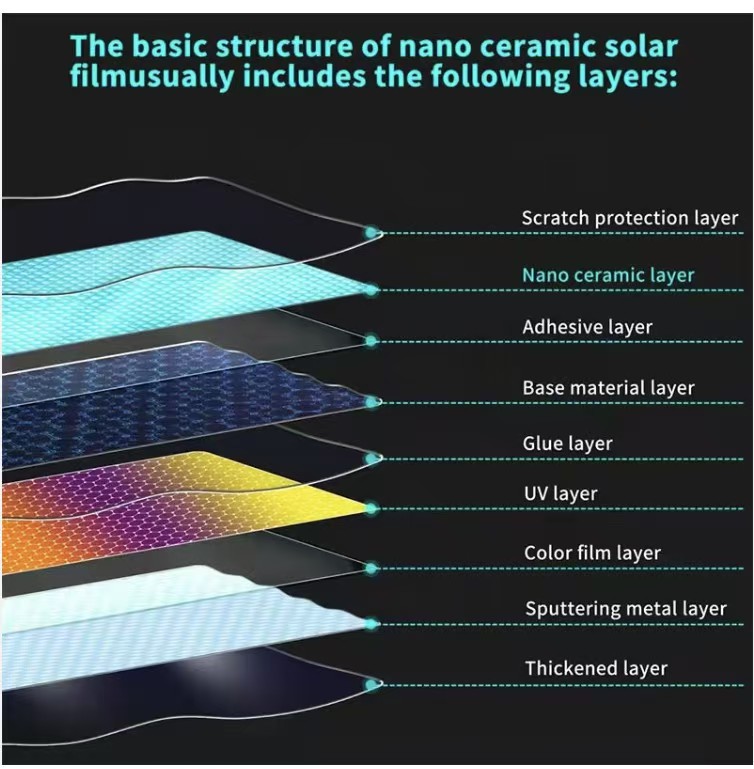
Multi-layer nano ceramic window film structure designed for heat rejection, UV protection, optical clarity, and long-lasting automotive performance.
Surface Degradation
The film’s outer surface progressively loses clarity, gloss, or scratch resistance over time. Early stages: subtle haze, slightly reduced gloss. Advanced stages: visible hazing, swirl marks that don’t heal, dull appearance.
Top coat wear-through: Self-healing top coats have finite recovery capacity. Each healing cycle consumes a small amount of the polymer’s crosslink structure. After sufficient cycles (or sufficient time in harsh UV conditions), the coating’s healing response slows and its scratch resistance decreases. There’s no precise endpoint — it’s a gradual degradation.
Chemical etching: Hard water mineral deposits, bird droppings, tree sap, and industrial fallout can etch into the top coat surface if left in contact long enough. The surface hydrophobicity determines how quickly these contaminants bond to the surface and how easily they’re removed. A film with water contact angle >100° repels water and contaminants; one at <80° allows water to spread and mineral deposits to accumulate more aggressively.
Micro-abrasion accumulation: Repeated car washing, wiper blade contact, and fine particulate abrasion (sand, road grit) accumulate micro-scratches that individually heal but collectively reduce the surface’s optical quality over time. This is unavoidable — it’s physics — but harder coatings accumulate this damage more slowly.
Adhesive Failure Over Time
Distinct from edge lifting: total loss of adhesion across the panel, often presenting as bubbling or a uniform milky appearance as the adhesive-glass bond fails and moisture penetrates.
This is relatively rare with quality PSA systems but does happen, usually in one of two scenarios:
Prolonged exposure to chemical contamination: Strong alkaline cleaners (certain commercial car wash chemicals), engine degreasers, or fuel contact at the film edge can attack adhesive chemistry over years of exposure.
Manufacturing defect: Inconsistent adhesive coat weight (too thin in patches) creates zones of inadequate adhesion that appear as bubbles, usually within the first year. This is a quality control failure rather than a durability failure — it shows up early.
The Variables That Determine Real-World Service Life
UV Dose
The most important external variable. UV dose varies by geography:
Location
Annual UV dose (MJ/m²)
Relative to baseline
UK, Northern Europe
130–170
1× baseline
Central Europe, NE USA
180–220
1.3–1.5×
Mediterranean, SE USA
200–260
1.5–2×
Middle East, NW Australia
280–340
2–2.5×
Singapore, equatorial
250–310
1.8–2.3×
A film lasting 10 years in London may last 5–6 years in Dubai under identical product and installation conditions. This isn’t a quality failure — it’s a geography reality. Manufacturers who claim “10-year warranty” for UAE installations without accounting for UV dose are either providing a warranty they’ll dispute, or they’re confident enough in their aliphatic TPU and HALS loading that the warranty is genuine. Ask which one before relying on it.
Application Surface
Interior-applied film is protected from weather, mechanical contact, and much of the UV that would otherwise hit it (glass absorbs some UV before it reaches the film). This is why interior window film routinely achieves longer service lives than the same formulation used in other applications.
Exterior-applied architectural film faces direct weather exposure — UV, moisture cycling, thermal shock, and abrasion from rain and particulates. Expect exterior film to have roughly half the service life of equivalent interior film.
Automotive glass also curves, vibrates, and flexes (particularly rear windows). Film on a rear windscreen is subjected to mechanical stress that flat architectural glass doesn’t experience. Adhesion systems that perform well on flat glass sometimes show earlier failure on highly curved surfaces.
Installation Environment
Film installed at below 10°C ambient shows compromised initial adhesive activation. The PSA doesn’t fully wet out the glass surface at cold temperatures, creating adhesion gaps that aren’t visible but become sites of early failure. Professional installers know this; poorly trained or rushed installers sometimes skip the minimum temperature requirement.
Maintenance
The film’s service life depends partly on how the customer maintains it:
Cleaning products: Ammonia-based cleaners attack certain adhesive chemistries and degrade some top coats. The standard recommendation is pH-neutral cleaners only. Many customers use whatever’s in the kitchen.
Washing technique: Automated car washes with abrasive brushes accelerate top coat micro-abrasion. Touchless washes are gentler; hand washing with microfibre is gentlest.
Contamination removal timing: Bird droppings and tree sap left on the film for extended periods in hot sun etch into the top coat. Quick removal prevents this.
What Film Lifespan Looks Like by Product Category
These are realistic ranges based on quality products correctly installed, under average temperate-climate conditions (UK, Central Europe, North/Central US). Adjust for UV-intense climates.
Film category
Realistic service life
Budget dyed automotive
3–5 years before visible fading
Quality dyed automotive (HALS-stabilised)
5–7 years
Carbon automotive
7–10 years
Nano-ceramic automotive
10–15 years
Architectural solar control (interior)
10–15 years
Architectural safety film
10–15 years
PPF (automotive, aliphatic TPU)
7–12 years
PPF (budget, aromatic TPU)
3–5 years before yellowing
What to Look For When Evaluating Film for Longevity
The two test results that predict service life better than any other specification:
QUV accelerated weathering per ASTM G154. Yellowness Index below 2.0 at 1,000 hours rules out early yellowing. Below 2.0 at 2,000–3,000 hours indicates 10+ year stability for temperate climates.
Peel adhesion at elevated temperature. Peel adhesion (ASTM D3330) on automotive clear coat after 72-hour conditioning at 85°C, with retention above 80% of room-temperature value. This predicts edge lifting behaviour in warm climates far better than room-temperature peel adhesion alone.
If a manufacturer can’t or won’t provide these two test results, you don’t have meaningful longevity data — only marketing claims.
FAQ
Why does film bubble after a few months but not immediately?
Bubbling that appears 2–6 months after installation (not the installation-day bubbles from trapped water, which should clear in days to weeks) indicates one of three things: very slow water vapour transmission through the film creating vapour pockets as the adhesive bond degrades; off-gassing from paint or primer beneath the film reacting with the adhesive; or pre-existing glass contamination that prevented full adhesion in patches. All three are fixable causes — the diagnosis determines the solution.
My customer wants a warranty card. What should I reasonably promise?
Match the warranty period to the product’s demonstrated performance. A quality ceramic automotive film with 2,000-hour QUV data showing YI < 2.0 can be warranted 10 years in temperate climates, 7 years in high-UV markets. A warranty card that specifies coverage conditions (interior-applied, professional installation, no chemical contamination) and exclusions (physical damage, installation defects) is more defensible than one that promises everything unconditionally. Your manufacturer should be able to tell you the warranty they stand behind; if they can’t, your warranty card is a liability.
Ceramic Window Film Supplier: What to Look for Before You Order — Key factors for evaluating product quality, consistency, and manufacturing capability
KSB Window Film provides QUV test data and elevated-temperature peel adhesion results for our full film range. These are the numbers that predict service life — and we’re willing to stand behind the warranty periods they support.