Published: June 10, 2026 · 8 min read · Category: Manufacturing
Most buyers never see the inside of a window film factory. They evaluate suppliers through samples, catalogs, email threads, and occasionally a video call where someone points a phone camera at a machine for thirty seconds.
That information gap is where a lot of sourcing mistakes start.
This article walks through what a modern, properly equipped window film factory actually looks like — department by department, from raw material intake to finished goods dispatch. Whether you’re planning a factory visit, reviewing a supplier’s video walkthrough, or just trying to understand what separates a serious manufacturer from someone who buys film and repackages it, this is the reference you need.
The Front Door Test
Before you even get inside, a factory visit starts at the gate.
A genuine manufacturing facility will be in an industrial zone — not an office park, not a commercial building, not a second-floor unit in a trading district. The facility should have loading docks or freight access, visible industrial infrastructure (exhaust systems, utility connections, storage yards), and the kind of scale that justifies the manufacturing claims being made.
A 500-square-meter factory cannot house a functional sputtering line, a slitting operation, a QC lab, and warehouse space simultaneously. If the footprint looks too small for the claimed production capacity, it probably is.
Raw Material Warehouse
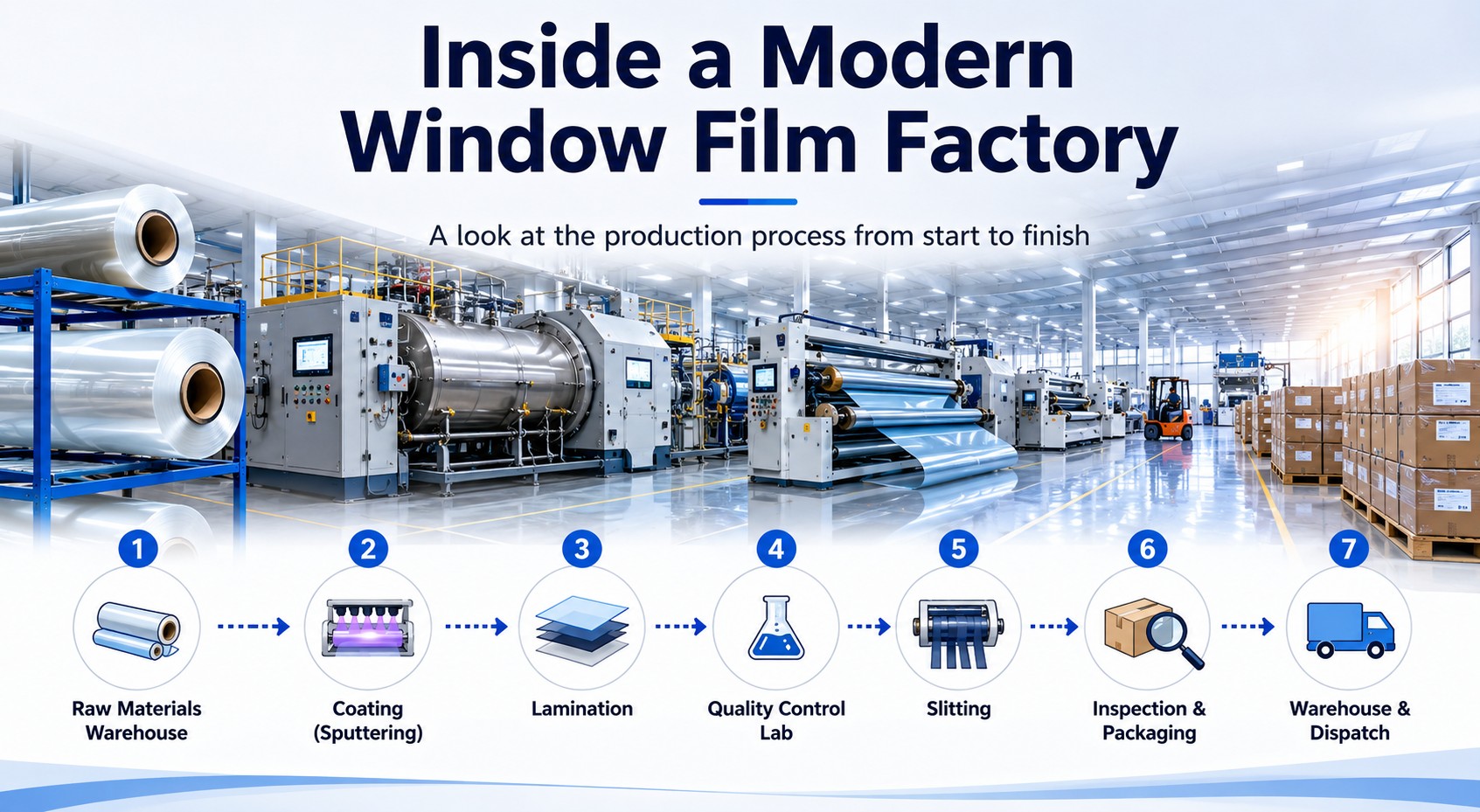
The first working area in a well-run window film factory is raw material receiving and storage.
What you should see:
- Rolls of PET base film, stored horizontally on racks in climate-controlled conditions (temperature and humidity swings cause dimensional instability in PET)
- Incoming material documentation — supplier certificates, batch records, incoming inspection logs
- Clear labeling by material type, supplier, and batch number
- Separation between approved, quarantined, and rejected materials
What to ask: Who are your PET suppliers? Can I see a recent incoming material inspection record? What’s your incoming rejection rate?
Factories that can’t answer these questions in detail either don’t have rigorous incoming QC or don’t want you to know what they’re actually using. The base film supplier matters — Japanese and Korean PET from names like Toray, SKC, and Mitsubishi Chemical is consistently higher grade than generic domestic alternatives. This isn’t snobbery; it reflects measurable differences in optical clarity, surface uniformity, and dimensional stability that show up in the finished film.
The Coating Room
This is the heart of the factory, and the area that tells you most about a manufacturer’s actual capability.
Magnetron Sputtering Line
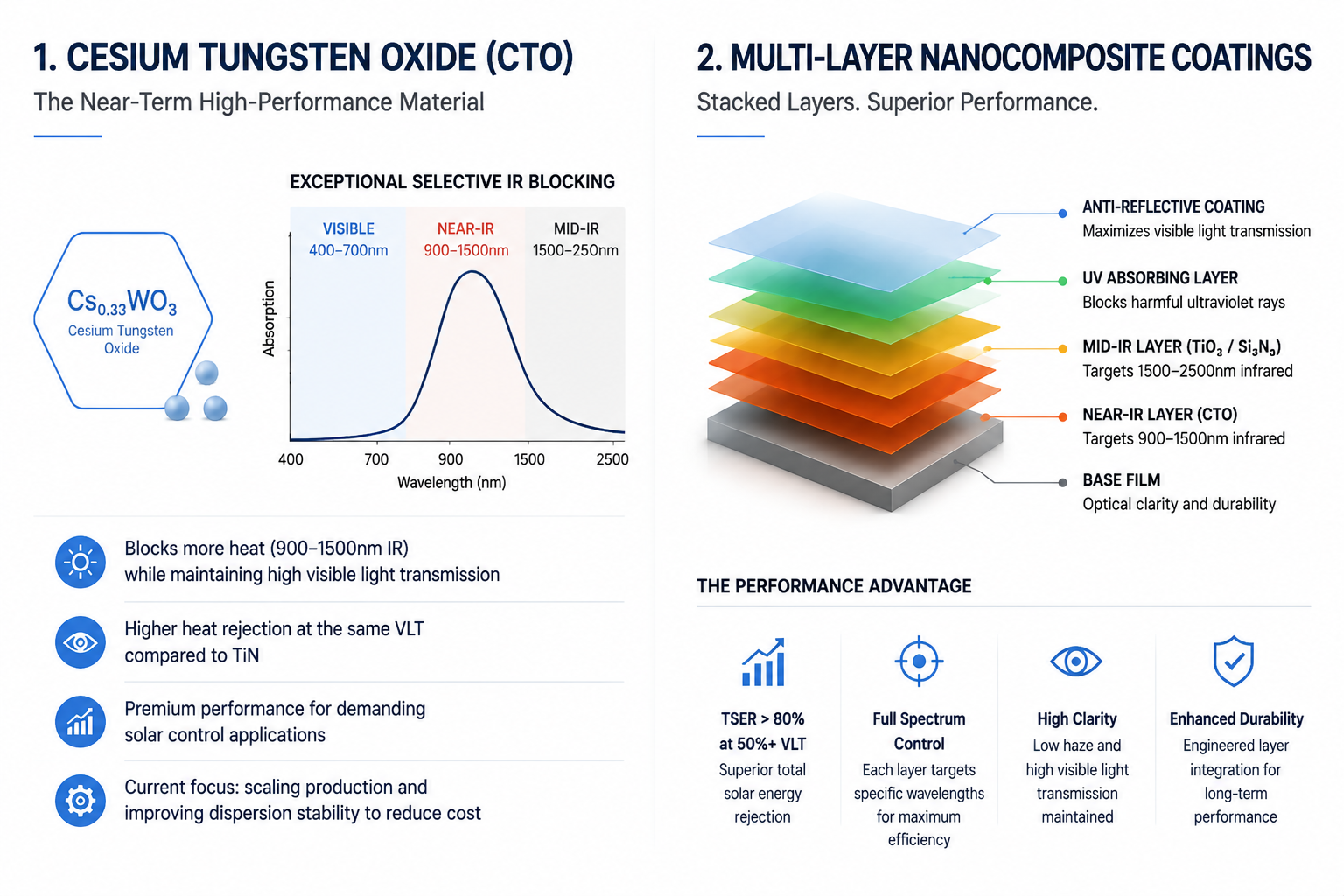
For any manufacturer claiming to produce metalized, carbon, or nano-ceramic film, the sputtering chamber is the central piece of evidence. It’s unmistakable — a large horizontal cylindrical vacuum vessel, typically stainless steel, usually 3–6 meters long and 1–2 meters in diameter, connected to vacuum pump systems and power supplies.
The PET base film feeds in from one end (the unwind station), passes through the vacuum chamber where metal or ceramic atoms are deposited onto its surface at the molecular level, and exits at the other end (the rewind station) as a coated film.
What to look for:
- The chamber itself, with visible vacuum connections and power leads
- The unwind and rewind stations flanking the chamber
- Target material storage (the metal or ceramic “targets” that are consumed during sputtering)
- Process monitoring equipment — vacuum gauges, power monitors, temperature sensors
What questions to ask: What target materials do you use for your ceramic products? What’s your deposition rate? How often do you change targets and how do you handle the transition to maintain consistency?
A factory rep who can answer these fluently works in a real manufacturing environment. One who goes vague, defers to a technical colleague who isn’t available, or tries to change the subject is telling you something.
Wet Coating Systems
Some film types — dyed films, certain adhesive coatings, hard coat applications — use wet coating systems: slot-die coaters, gravure coaters, or knife-over-roll systems that apply liquid formulations to the film surface.
These are different from sputtering lines but equally indicative of genuine manufacturing capability. Look for the coating head, the drying oven downstream of the application point (wet coatings need to cure), and the tension control systems that keep the film flat and dimensionally stable through the process.
Lamination
After functional coating, many window film products require a lamination step — bonding two or more layers together to create the final film structure. This might be the coated functional layer bonded to a second PET carrier, or the adhesive layer being laminated to the film.
A lamination station uses a nip roller system (two rollers pressing the layers together under controlled pressure) and typically operates in sequence with or immediately after the coating line to minimize handling and contamination between steps.
What to observe:
- How clean is the lamination environment? Any visible dust or contamination in the nip zone is a problem — it embeds in the film permanently.
- Are there tension sensors and feedback controls to prevent wrinkling or uneven bonding?
- How is the release liner applied and rolled on?
The QC Lab
A serious window film manufacturer has an in-house testing laboratory. This isn’t a room with one spectrophotometer and a tint meter — it’s a functional lab with equipment capable of measuring the same parameters that third-party labs like SGS and Intertek test.
Standard equipment in a credible QC lab:
- Spectrophotometer / solar spectrum analyzer: Measures VLT, VLR, TSER, and UV transmission across the relevant wavelength ranges
- IR measurement system: Measures infrared rejection — ideally across the full solar IR spectrum, not just a single wavelength
- Haze meter: Measures optical clarity and haze percentage
- Adhesion testing equipment: Peel strength testing to verify adhesive performance
- Scratch resistance tester: Pencil hardness or Taber abrasion testing for hard coat
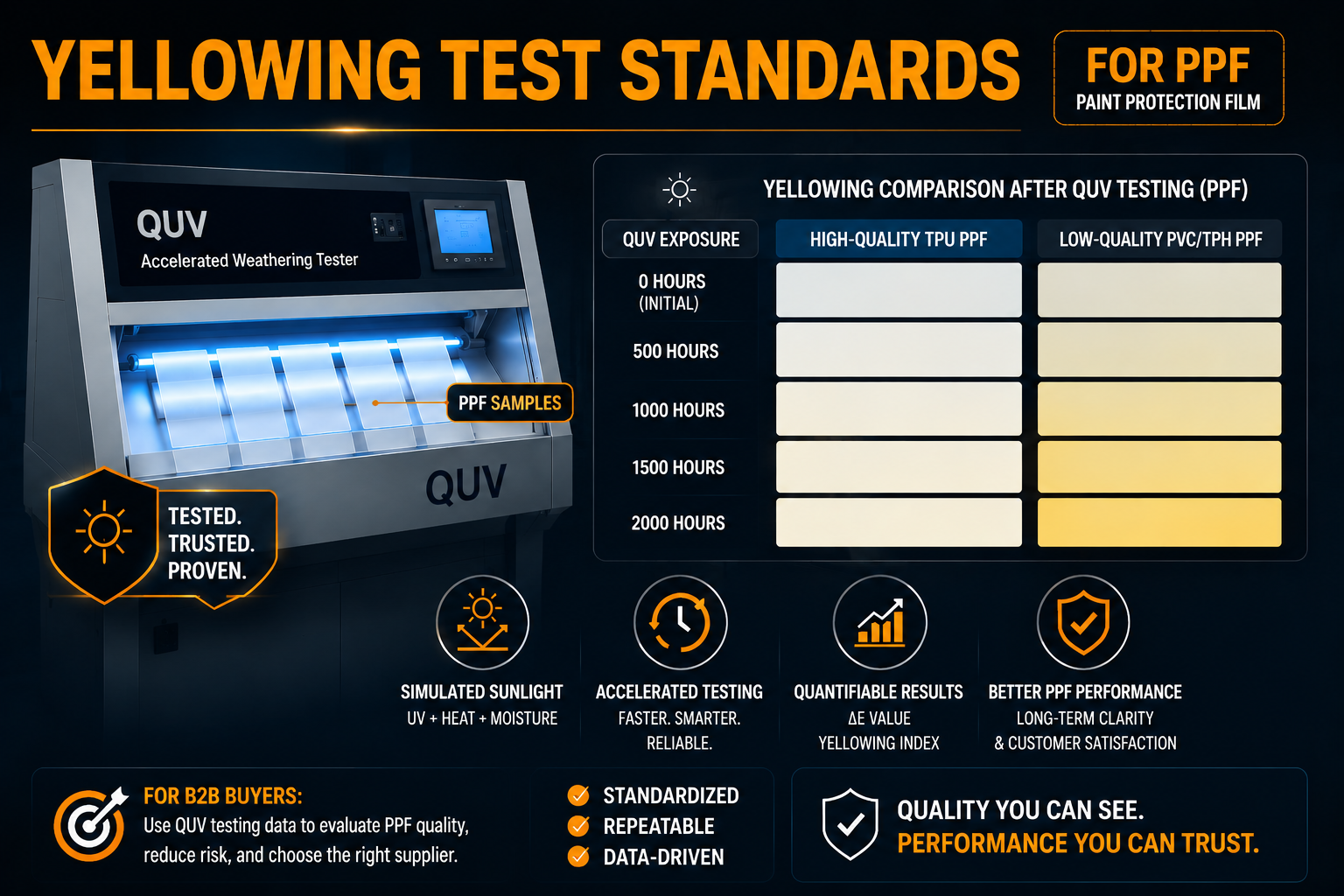
- Environmental chamber: Accelerated aging tests — temperature cycling, humidity exposure — to verify long-term performance
What to ask: How frequently do you sample production runs for QC testing? What’s your process when an in-line sample fails spec? Can you walk me through a recent QC rejection and what happened?
The answer to the last question is particularly revealing. Every factory has production issues occasionally. A factory that can describe a specific incident, what they found, how they responded, and what they changed is one with a functioning quality system. A factory that claims they’ve never had a rejection is either lying or not testing seriously.
Slitting
After coating and lamination, the wide master roll (typically 1.5–1.6m) gets cut to finished widths on a slitting machine.
A slitting machine looks like a large, precision unwind-rewind station with a bank of circular blades positioned across the web. The film passes through under tension, the blades cut it to width, and the individual slit rolls are wound simultaneously.
What good slitting looks like:
- Smooth, consistent edge quality — no ragged edges, no dust from blade friction
- Consistent roll hardness from core to outer diameter (uneven tension creates telescoping and deformation)
- Accurate width — spot-check with a tape measure if possible
- Clean cores with rolls properly centered
What to ask: How often do you replace slitting blades? What tension profile do you run, and how do you verify it? What’s your edge quality inspection process?
Finished Goods: Labeling, Packaging, Inspection
The last stop before a roll leaves the factory is final inspection, labeling, and packaging.
Final inspection should involve visual inspection of every roll — looking for inclusions, coating defects, edge damage, and core/winding issues — plus sampling for dimensional verification (width, length, thickness).
Labeling is where your product specs become legally committed. VLT, VLR, IR rejection claims, product name, batch number, production date, and installation instructions are all typically on the roll label. Accuracy here matters — inaccurate labels create compliance problems in regulated markets and erode installer trust when the label doesn’t match what a tint meter reads.
Packaging ranges from simple shrink-wrapped individual rolls to full retail-ready boxes for branded products. For OEM or private label buyers, this is where your brand assets get applied. See how this fits into a broader branding operation in our guide on How to Start Your Own Window Film Brand.
The Dispatch Area
One final check on your factory visit: the shipping and dispatch area.
A factory that’s genuinely exporting significant volumes will have evidence of it — export cartons, packing materials, freight documents, container loading equipment. A warehouse that looks like it’s set up for domestic delivery only, with no evidence of export packing or international documentation, is probably not the major exporter it claims to be.
Ask to see a recent export packing list or bill of lading (with sensitive buyer info redacted). Most manufacturers with genuine export operations will have no problem showing you their freight volume in broad terms.
Putting a Factory Visit Together
If you’re planning a supplier visit — or if you want to conduct a structured remote evaluation using video documentation — the Window Film Factory Audit Checklist gives you a systematic set of questions across each area described above.
For buyers who can’t visit in person, hiring a third-party inspection company (SGS, Bureau Veritas, QIMA) to conduct a factory audit on your behalf is a genuinely useful investment, especially before committing to a new primary supplier.
FAQ
Q1: What does a modern window film factory produce?
A modern window film factory produces automotive, architectural, safety, and solar control films using advanced coating and laminating technologies.
Q2: What equipment is used in window film manufacturing?
Common equipment includes coating lines, magnetron sputtering machines, laminating systems, slitting machines, and quality inspection stations.
Q3: Why is magnetron sputtering important in film production?
Magnetron sputtering applies ultra-thin metal or ceramic layers to improve heat rejection, UV protection, and optical performance.
Q4: How is window film quality controlled during production?
Manufacturers use optical inspection systems, thickness testing, adhesion checks, and defect monitoring throughout the production process.
Q5: What materials are used to make window film?
Most window films are made from PET base film combined with adhesives, hard coating layers, and functional materials such as ceramic or carbon particles.
Q6: How are finished window film rolls prepared for shipment?
After coating and inspection, the film is slit into standard sizes, rolled onto cores, labeled, packaged, and prepared for export or distribution.
Trying to evaluate a specific factory before placing an order? Contact us — we help buyers conduct structured supplier assessments and can recommend third-party audit services for your specific region.
Further Reading
On this site:
- How Window Film Is Manufactured: From Raw Materials to Finished Rolls — The technical process behind each film technology tier
- Window Film Quality Control Process: How Manufacturers Ensure Consistency — QC systems in depth
- Window Film Factory Audit Checklist — Structured questions for any factory visit
- Window Film Factory vs Trading Company: What’s the Difference? — How factory visits help verify who you’re actually dealing with
- Top 7 Window Film Manufacturers in China (2026 Verified List) — Starting point for identifying factories worth visiting
External:
- SGS Factory Audit Services — Third-party factory audit for buyers who can’t visit in person
- QIMA Factory Audits — Tech-forward audit platform used widely in China sourcing
- Society of Vacuum Coaters — Technical reference for understanding sputtering and vacuum coating technology
Get a Free Sample or Quote
Looking for a reliable window film supplier? Contact us today for fast response and professional support.